- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
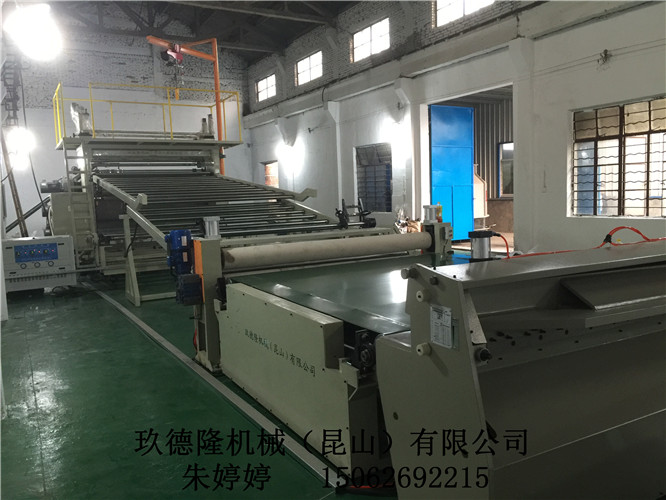
塑料片材擠出機(jī) 擠出機(jī)設(shè)備訂制
單螺桿擠出機(jī)主要用于擠出軟、硬聚氯乙烯、聚乙烯等熱塑性塑料,可加工多種塑料制品,如吹膜、擠管、壓板、拔絲帶等,亦可用于熔融造粒。 塑料擠出機(jī)設(shè)計(jì)先進(jìn),質(zhì)量高,塑化好,能耗低,采用漸開(kāi)線齒輪傳動(dòng),具有噪音低,運(yùn)轉(zhuǎn)平穩(wěn),承載力大,壽命長(zhǎng)等特點(diǎn)。
單螺桿擠出機(jī)主要用于擠出軟、硬聚氯乙烯、聚乙烯等熱塑性塑料,可加工多種塑料制品,如吹膜、擠管、壓板、拔絲帶等,亦可用于熔融造粒。 塑料擠出機(jī)設(shè)計(jì)先進(jìn),質(zhì)量高,塑化好,能耗低,采用漸開(kāi)線齒輪傳動(dòng),具有噪音低,運(yùn)轉(zhuǎn)平穩(wěn),承載力大,壽命長(zhǎng)等特點(diǎn)。
單螺桿塑料擠出機(jī)
1范圍
本標(biāo)準(zhǔn)規(guī)定了單螺桿塑料擠出機(jī)的基本參數(shù),技術(shù)要求,試驗(yàn)方法與檢驗(yàn)規(guī)則,標(biāo)志,包裝,運(yùn)輸,貯存. 本標(biāo)準(zhǔn)適用于加工塑料制品的單螺桿塑料擠出機(jī)
(以下簡(jiǎn)稱(chēng)”擠出機(jī)”),
不適用于專(zhuān)用擠出機(jī).
2引用標(biāo)準(zhǔn)
下列標(biāo)準(zhǔn)所包含的條文,通過(guò)在本標(biāo)準(zhǔn)中引用而構(gòu)成為本標(biāo)準(zhǔn)的條文.本標(biāo)準(zhǔn)出版時(shí), 所示版本均為有效.所有標(biāo)準(zhǔn)都會(huì)被修訂,使用本標(biāo)準(zhǔn)的各方應(yīng)探討使用下列標(biāo)準(zhǔn)最新版本的可能性.
GB191-85
包裝儲(chǔ)運(yùn)圖示標(biāo)志
GB985-88
氣焊,手工電弧焊及氣體保護(hù)焊焊縫坡口的基本型式與尺寸. GB1184-80 形狀和位置公差
未標(biāo)注公差的規(guī)定
GB1801-79
公差與配合
尺寸至500mm孔,軸公差帶與配合
GB4340-84
金屬維氏硬度試驗(yàn)方法
GB6388-86
運(yùn)輸包裝收發(fā)貨標(biāo)志
GB11336-89
直線度誤差檢測(cè)
GB11354-89
鋼鐵零件
滲氮層深度測(cè)定和金相組織檢驗(yàn)
GB/T13306-91
標(biāo)牌
GB/T13384-92
機(jī)電產(chǎn)品包裝通用技術(shù)條件
JB/Z286-87
二氧化碳?xì)怏w保護(hù)焊工藝規(guī)程
ZB G95 010-88
橡膠塑料機(jī)械涂漆通用技術(shù)條件
3基本參數(shù)
3.1系列:
螺桿直徑
20,25,30,35,40,45,50,55,60,65,70,80,90,100,120,150,200,250,300mm.
3.2
基本參數(shù)應(yīng)符合表
1~表5的規(guī)定.
表1以加工低密度聚乙烯為主,
表2以加工線性低密度聚乙烯為主,
表3以加工高密度聚乙烯為主,
表4以加工聚丙烯為主,
表5以加工硬,
軟聚
氯乙烯為主.
3.3
基本參數(shù)中,主要考核合乎質(zhì)量要求的產(chǎn)量,名義比功率及比流量.
3.3.1
表1
表4
最高產(chǎn)量的考核:擠出機(jī)試制鑒定時(shí),應(yīng)不低于表列最高產(chǎn)量值;成批生產(chǎn)時(shí),
擠出機(jī)考核60%
最高轉(zhuǎn)速時(shí)的比流量應(yīng)不小于規(guī)定值. 3.3.2
表5
中生產(chǎn)硬聚氯乙烯(HPVC)時(shí),當(dāng)螺桿轉(zhuǎn)速為最低轉(zhuǎn)速nmin時(shí),產(chǎn)量應(yīng)不低于表
列最低值;生產(chǎn)軟聚氯乙烯時(shí)(SPVC)時(shí),當(dāng)螺桿轉(zhuǎn)速為二倍最低轉(zhuǎn)速時(shí),產(chǎn)量應(yīng)不低于表列最低值. 3.3.3表1~表4中螺桿最高轉(zhuǎn)速nmax及電機(jī)功率
N,表5中螺桿最低轉(zhuǎn)速nmin及電機(jī)功率N,允許適當(dāng)變動(dòng)(選用電機(jī)規(guī)格及其他設(shè)計(jì)原因),但名義比功率N’應(yīng)不大于規(guī)定值,比流量q不小于相應(yīng)值,產(chǎn)量不低于表列值。
低煙無(wú)鹵電纜料造粒機(jī) http://www.chemsb.com/sp2332/news.html
低煙無(wú)鹵電纜料造粒機(jī) http://www.258.com/shop-zhutingting123
EVA汽車(chē)內(nèi)飾片材擠出機(jī) http://zhutingting123.5131w.com/
硅烷交聯(lián)造粒機(jī) http://zhutingting123.qiyegu.com/




員產(chǎn)品")


入企業(yè)網(wǎng)站")