- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||

銷售電話:陳經理 133-8215-0072
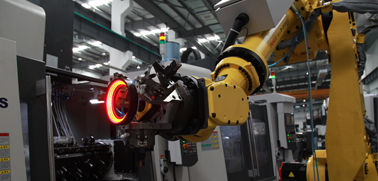
箱蓋類零件加工自動線
該自動線由8臺設備,4臺關節機器人組成,采用先進的視覺識別技術,能智能識別多種工件,以及進行產品在線檢測,實現產品尺寸自動檢測,并自動選擇相應機床、夾具及程序進行加工,自動清洗產品,達到全過程柔性加工,能完成十多種箱蓋類零件從毛坯到成品的自動生產。
01、性能優越的關節機器人
在較小的空間里,快速完成工件的搬運。
02、工件智能識別
采用先進智能識別技術,智能識別多種加工工件。
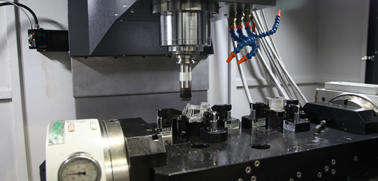
03、多工位夾具
可適應多種工件的裝夾。
04、抽檢
自動線配備人工抽檢工位,可設置抽檢頻次,機械手將將加工完成的零件放入抽檢工位。

鏈軌節
收縮
油缸主體
收縮
支重輪
收縮
差速器殼體
收縮


























