- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
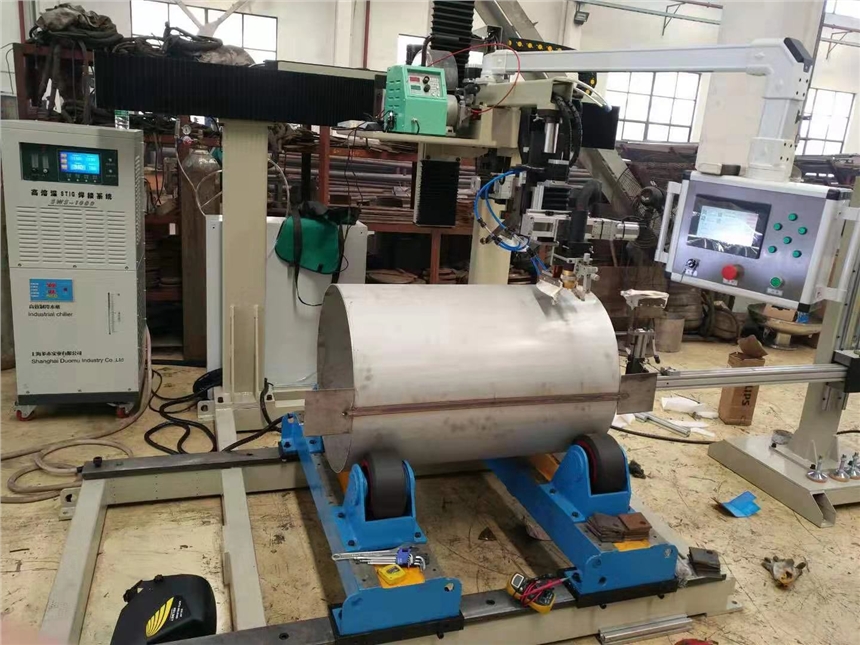
高深熔鎖孔STIG焊接系統(SWS-1000)是一種全新的弧焊系統,它通過對電弧的電磁壓縮達到等離子電弧的效果,焊接時電弧能量集中,焊接過程中電弧壓力與熔池液態金屬的表面張力達成平衡, 形成穩定的小孔效應,具備的穿透能力,可一次性焊透12mm一下的鋼板,是一種介于氬弧焊(TIG)和等離子(plasma)之間的全新的焊接工藝。不銹鋼中厚板大功率tig深熔焊機的焊接技術是采用一種新型的能實現"Keyhole"(鎖孔或稱小孔)焊接的新方法。既具備普通TIG焊美觀的蓋面效果,又具備等離子焊穿透力的特點。熔弧焊焊接技術是一種自動化的高速的單程全熔透焊縫焊接技術,它不需要焊絲、不需要開坡口,也不需要專業技術操作人員,卻能夠以比普通鎢極氬弧焊技術快10倍的速度對厚度3~16mm(如鈦合金)的材料進行**焊接。(說明:僅需不到傳統焊接用量3%的焊接材料用于克服咬邊)。其焊縫為99.99%的母質層,沒有多條融合線,完全消除了夾渣、氣孔以及常見的焊縫缺陷。不銹鋼中厚板大功率tig深熔焊機的無波紋焊接熔池保證了蓋面層與打底層的超高質量,完全不需要背面清根、表面拋光清洗與打磨。
壓力容器直環縫深熔焊機技術性能特點
SWS-1000型高深熔STIG焊接系統采用一體化設計,焊接電源系統、冷卻系統、弧壓跟蹤系統集成一體,設備簡潔、優化故障率低,操作靈活方便。
SWS-1000型高深熔STIG焊接系統自帶弧壓跟蹤系統,可以自動跟蹤焊縫的高低變化,保證鎢極與焊縫的距離恒定,增加對焊縫縫隙的適應性,實現焊縫的一致性和高品質,
同時,系統具備通信功能,可以實現與外圍自動化設備的無縫連接,實現焊接參數(焊接電流變化:電流的上升、下降,氣體保護時間的設置:提前送氣、滯后停氣等)的遠程控制,滿足焊接過程動態焊接的需求,實現全自動化焊接。