- «aãÀ
- ╣®æ¬
- ╣½╦¥
- ð┬┬ä
|
|
||||||||||||||||||||||||||||
Ë╔Ë┌┤Ò╗õô¥▀Ëð┴╝║├Á─╩╣Ë├ðÈ─▄ú¼▒╗ÅVÀ║æ¬Ë├Ë┌¢╗═¿ððÿIú¼´LÙèððÿIú¼ÖC┤▓ððÿIú¼─ú¥▀ððÿIÁ╚¯IË‗ú¼Áõð═┴Ò▓┐╝■Ëð²X¦åú¼²X¦å¦Sú¼¦S│ðú¼ØLÍÚ¢z©▄ú¼═¼▓¢ã¸ú¼─ú¥▀Á╚íú
ÙSÍ°Ãð¤¸╝╝ðgÁ─▓╗öÓ░lı╣ú¼▄礸┤·╠µ─Ѥ¸Î÷×Úί¢K╝Ë╣ñ╣ñð‗ú¼îì¼FÊÈ▄ç┤·─Ñ╣ñ╦çíúCBNÁÂ¥▀Ë╔Ë┌Ë▓Â╚âH┤╬Ë┌¢äé╩»ÁÂ¥▀ú¼║═¢äé╩»ÁÂ¥▀¢yÀQ×Ú│¼Ë▓ÁÂ¥▀íú¥▀ËðË▓Â╚©▀íó─═─ÑðÈ║├Á╚â׳cíú
╚A├¶Í┬┴ªË┌îóCBNÁÂ¥▀ÅVÀ║Ë├Ë┌©¸┤¾¯IË‗ú¼îì¼F┴╦╝╝ðgÁ─ð┬═╗ããíú
ı¹¾w┴óÀ¢Á¬╗»┼öÁ┐Ï▄çÁÂCY6▓─┘|:▀mË├Ë┌╝Ë╣ñ┤Ò╗õôíó©▀ÅèÂ╚õôú¼▄êÍãË▓õôíó─═ƒß─═─ÑõôíóµçË▓║¤¢╝░▒Ý├µË▓╗»▓─┴¤ ú¼È┌╝Ë╣ñ┤ÒË▓õô║═©▀ÅèÂ╚õôòr¥▀Ëðâ׫ÉÁ──═ƒßø_ô¶ðÈ║═─═─ÑðÈíú ┤ÒË▓õô▄ê¦üú¼¢z©▄ú¼´LÙè¦S│ðú¼©▀╦┘õô▄ê¦üú¼╩»Ë═ÌDùU─═─ÑîËÁ╚öÁ┐Ï┤Í▄ç╔¤æ¬Ë├ÅVÀ║íú
┴Ý═Ôú¼Èô┴óÀ¢Á¬╗»┼ÁÂ¥▀Ê▓┐╔▄ç╝Ë╣ñíóÒ褸ú¼þM╝Ë╣ñı{┘|õôíóÁ¬╗»õôíóÁ¬╗»╝■íóØB╠╝õô╝■ú¿ØB╠╝┤Ò╗õô╝■ú®íóƒß╠Ä└Ý║¾Á─©▀Ë▓Â╚õô╝■ú¿ƒß║¾╝Ë╣ñú¼ƒß║¾Ë▓▄礸ú®íó─ú¥▀õôú¿┤Ò╗║¾╗‗ı{Íã║¾Á─ú®íó20CrMnTiíóGCr15¦S│ðõôú¼Cr12MoVíóË▓Â╚ÍÁÈ┌HRC45ÊÈ╔¤ú¿HRC58ú¼HRC62ú¼HRC60ú¼HRC65Á╚©³©▀Ë▓Â╚Á─ú®┤Ò╗õô╝■íú
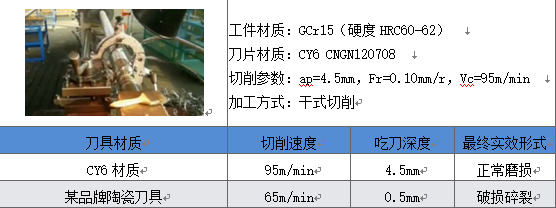
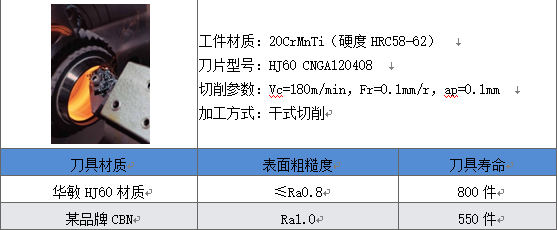
(1)▀B└m╝Ë╣ñ╣ñørú║͸ʬ├µ┼RÁ─╝Ë╣ñÙy¯}╩ÃË▓Â╚©▀ú¼©▀£Ïá¯æB¤┬Ãð¤¸ò■îºÍ┬ÁÂ¥▀▓╗─═─Ñíúßÿîª┤╦¯ÉÃÚørú¼╚A├¶│¼Ë▓Ðð░l│÷┴óÀ¢Á¬╗»┼ÁÂ¥▀HJ60┼ã╠û┤╦┼ã╠û│²┴╦▒¥╔ÝË▓Â╚©▀ú¼─═─ÑðÈ║├ú¼Â°ÃÊ┐╔│ð╩▄©▀£Ïá¯æB¤┬©▀╦┘▀B└m╝Ë╣ñ²X¦åú¼¥½Â╚▀_Á¢Ra0.8íúãõÃð¤¸àóöÁ×Úú║Vc=60-250m/minú¼Fr=0.05-0.35ú¼apí▄1mmíú╝Ë╣ñðº╣¹╩ÃÈ┌Ãð¤¸╦┘Â╚©▀Ë┌╠ı┤╔ÁÂ¥▀Á─╗¨ÁA╔¤ú¼ÁÂ¥▀ë█├³╩Ã╠ı┤╔ÁÂ¥▀Á─5▒Â▀ÇʬÂÓíú

![]()
(2)ÍðÁ╚öÓ└m╝Ë╣ñú║Ùy╝Ë╣ñåû¯}Ëðú║a.Ë▓Â╚©▀;b.╣ñ╝■▒╗╝Ë╣ñ▒Ý├µËðöÓ└mú¼╚þÂ╦├µËð╚║┐Îú¼╗‗â╚┐ÎÍðËð▓█íú╠ı┤╔ÁÂ¥▀╝Ë╣ñ▀^│╠ÍðË÷Á¢öÓ└mÊÎ▒└ÁÂíúßÿîª┤╦¯ÉÃÚørú¼╚A├¶│¼Ë▓ÐðÍãÁ─┴óÀ¢Á¬╗»┼ÁÂ¥▀HJ61┼ã╠û┐╔Ëððº¢ÔøQíú▓╔Ë├Àâî┘(╠ı┤╔)θ×Úı│¢Yä®ú¼╠ß©▀┴╦┴óÀ¢Á¬╗»┼ÁÂ¥▀Á─┐╣ø_ô¶ÝgðÈú¼┐╔│ð╩▄ÍðÁ╚öÓ└mÃð¤¸ú¼Ãð¤¸àóöÁú║Vc=60-250m/minú¼Fr=0.05-0.35ú¼apí▄1mmú¼╝Ë╣ñðº╣¹ú║▓╗âHÁÂ¥▀ë█├³©▀ú¼Â°ÃÊ╣ñ¥▀┘MÍ╗Ëð▀M┐┌CBNÁÂ¥▀Á─1/2íú
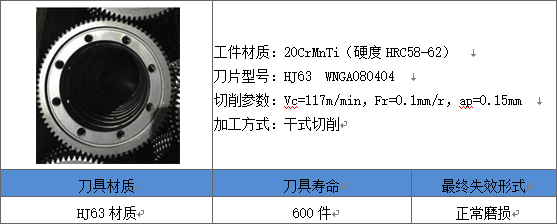
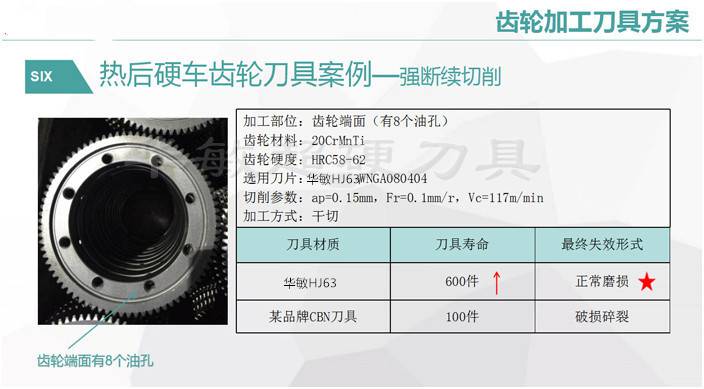
(3)ÅèöÓ└mÃð¤¸╝Ë╣ñ║═┤Í╝Ë╣ñË├HJ63╝░CY6ú║͸ʬÙy╝Ë╣ñåû¯}È┌Ë┌ú║a.Ë▓Â╚©▀;b.Îâð╬┴┐┤¾ú¼ËÓ┴┐┤¾;c.²X¦å▒╗╝Ë╣ñ▒Ý├µî┘Ë┌ÅèöÓ└mú¼ÁÂ¥▀ðÞ│ð╩▄║▄┤¾Á─ø_ô¶íúßÿîªÅèöÓ└m╣ñ╝■│úò■▀xô±─Ñ┤▓╝Ë╣ñú¼Á½▓┐ÀÍ┤¾ð═²X¦åø]Ëð¤Óîªæ¬┤¾Á──Ñ┤▓ãÑ┼õú¼Í╗─▄▓╔Ë├▄礸À¢╩¢╝Ë╣ñíú╚A├¶│¼Ë▓ÐðÍã│÷Ê╗┐¯©▀ðÈ─▄©▀┘|┴┐Á─┴óÀ¢Á¬╗»┼ÁÂ¥▀HJ63▓─┘|íú╦³Á─ðÈ─▄╩Ã▓╗âHË▓Â╚©▀ú¼─═─ÑðÈ║├ú¼Â°ÃÊ┐╣ø_ô¶ÝgðÈ©▀Ë┌HJ61┼ã╠ûíú╩Ã─┐Ã░ÅèöÓ└m╝Ë╣ñ²X¦åίËððºÁ─ÁÂ¥▀┼ã╠ûíú



 íííí
íííí