- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
一、針對(duì)熱處理后的高硬度鋼,華敏有什么高效刀具加工?
熱處理后的鋼件的加工,如齒輪,齒輪軸,滾珠絲杠,軸承,同步器等零部件,均是為了獲得良好的使用壽命,采用熱處理工藝提高工件的硬度,耐磨行,抗斷裂性能等。熱處理后需對(duì)工件進(jìn)行精加工,保證工件的尺寸和表面光潔度。
但熱處理后的鋼件硬度高,而且部分大型工件,如回轉(zhuǎn)支承軸承,直徑很大,加工一件工件需要很長(zhǎng)的時(shí)間,所以在加工過(guò)程中,需選擇高硬度,高耐磨行,高抗沖擊韌性的刀具材料,才能更好的加工回轉(zhuǎn)支承軸承,保證表面光潔度和尺寸公差。
針對(duì)此類工件,傳統(tǒng)刀具已經(jīng)不能實(shí)現(xiàn)高效加工,如硬質(zhì)合金刀具較適合熱處理前的鋼件加工。熱處理后的鋼件硬度一般在 HRC45 以上,而且高速狀態(tài)下會(huì)產(chǎn)生大量的熱,硬質(zhì)合金刀具只能承受幾百度的高溫,達(dá)到臨界點(diǎn)會(huì)劇烈磨損或崩刀,這主要還是不耐磨的原因致使的。
華敏cbn刀具,使加工熱處理后的高硬度鋼件得到有效解決。其優(yōu)勢(shì)在于:(1)硬度高,耐磨性好;(2)提高刀具的抗沖擊韌性,可高效加工斷續(xù)工件不崩刀;(3)耐磨損和耐熱非常好的涂層保護(hù),在高溫的狀態(tài)下也能實(shí)現(xiàn)穩(wěn)定的切削加工;(4)刀具壽命長(zhǎng),干式切削,減少環(huán)境污染。
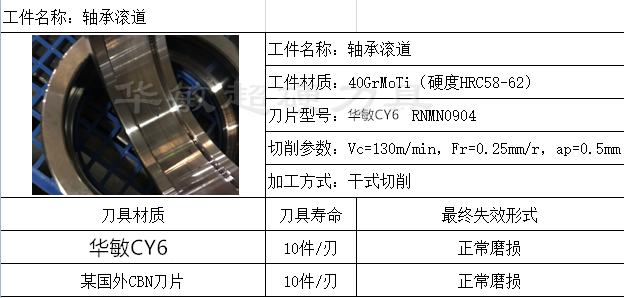
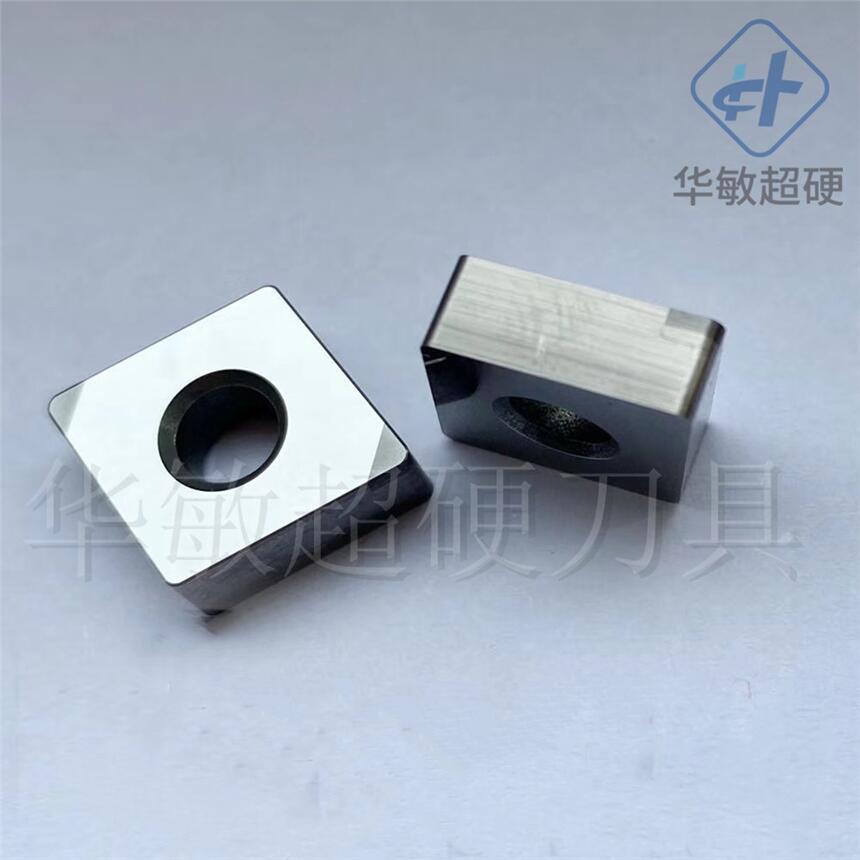
表面淬火工件粗加工刀具用CY6材質(zhì)車刀,圖樣:
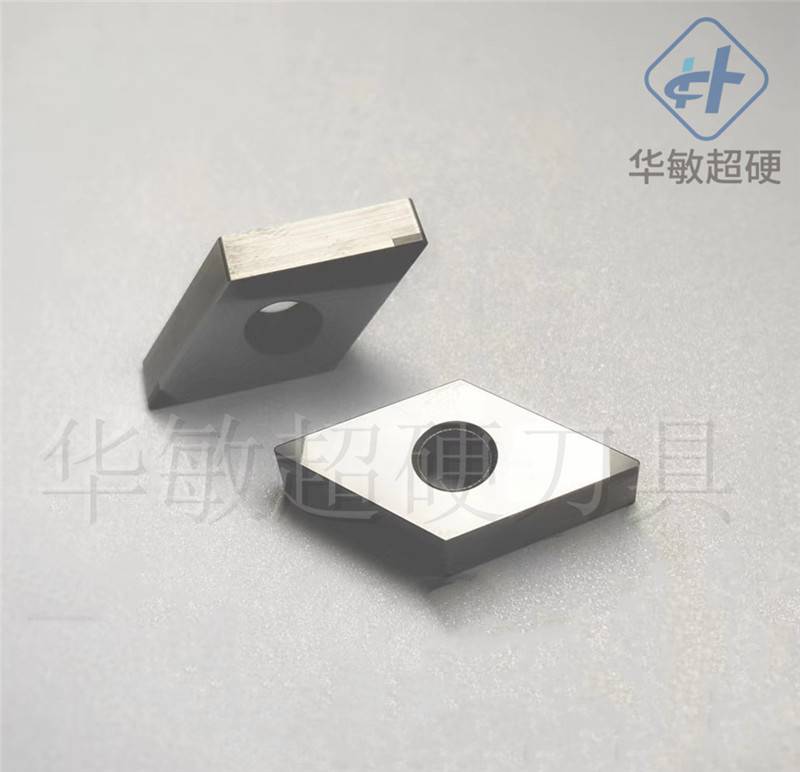
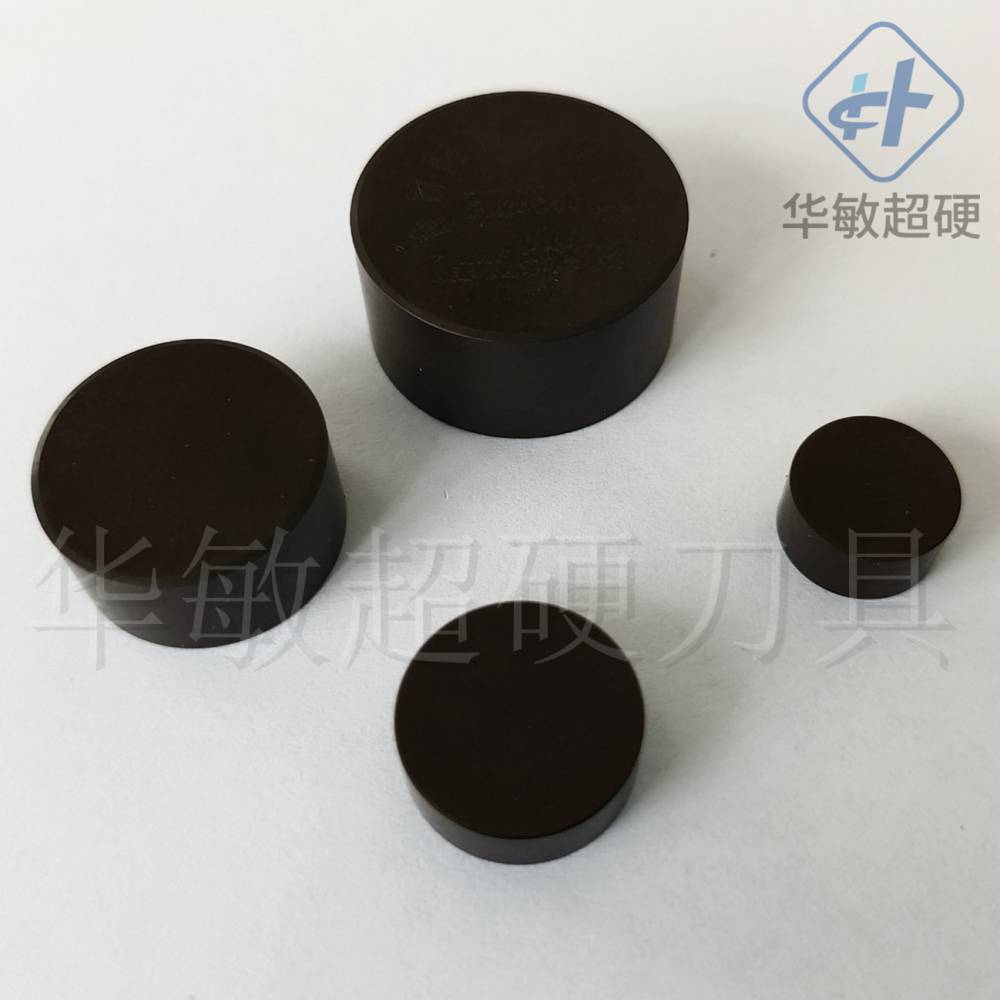
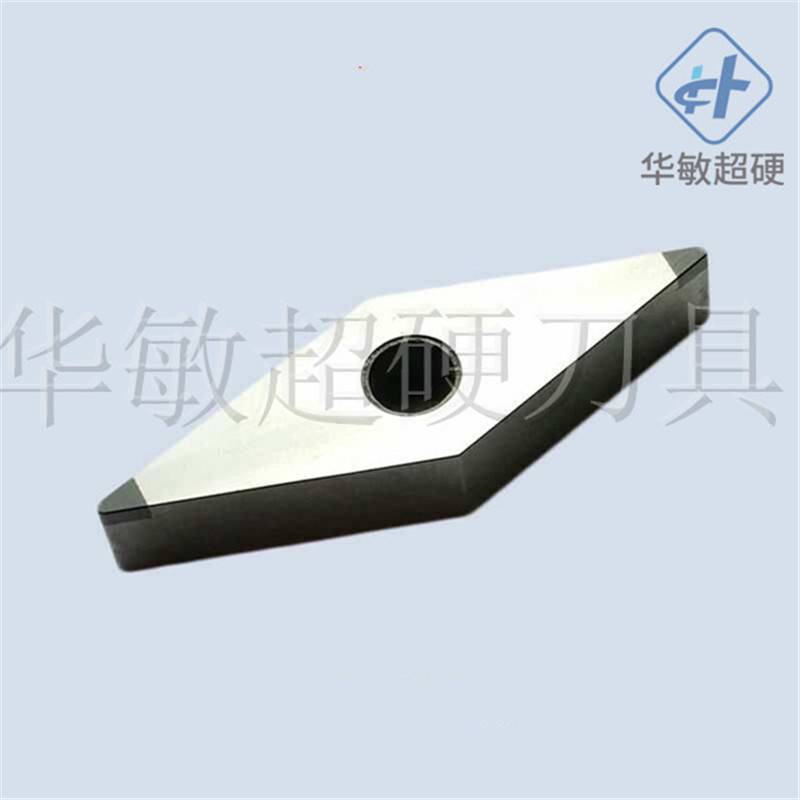
連續(xù)精加工表面淬火工件用HJ60材質(zhì)CBN刀片,連續(xù)加工壽命長(zhǎng)耐磨性好,圖樣:

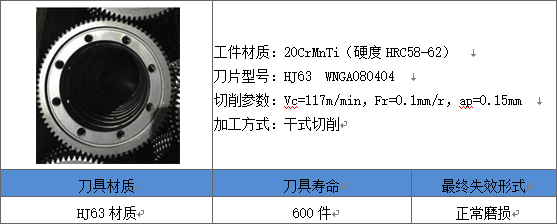
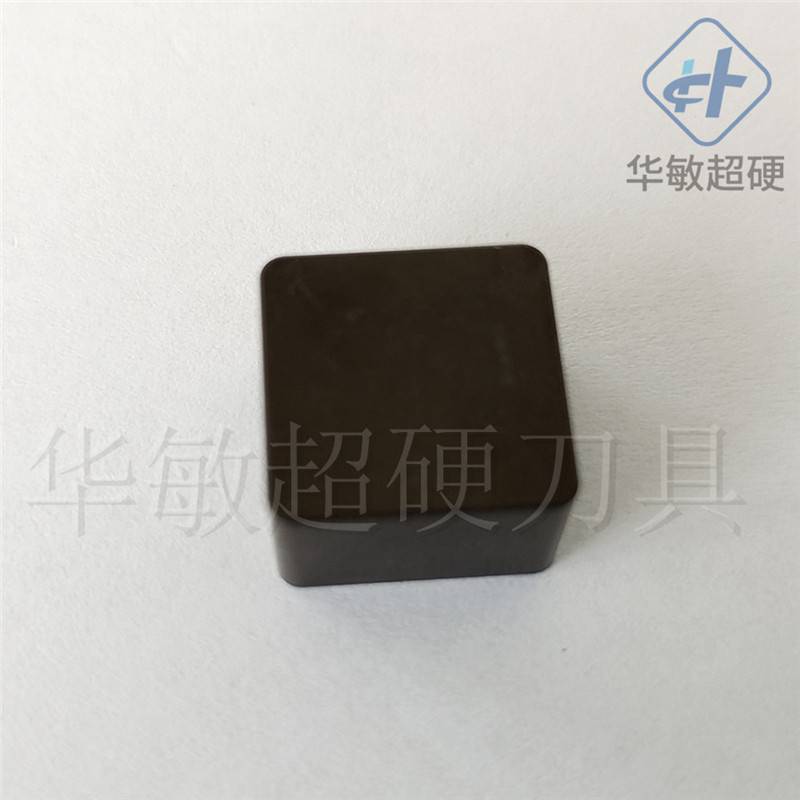
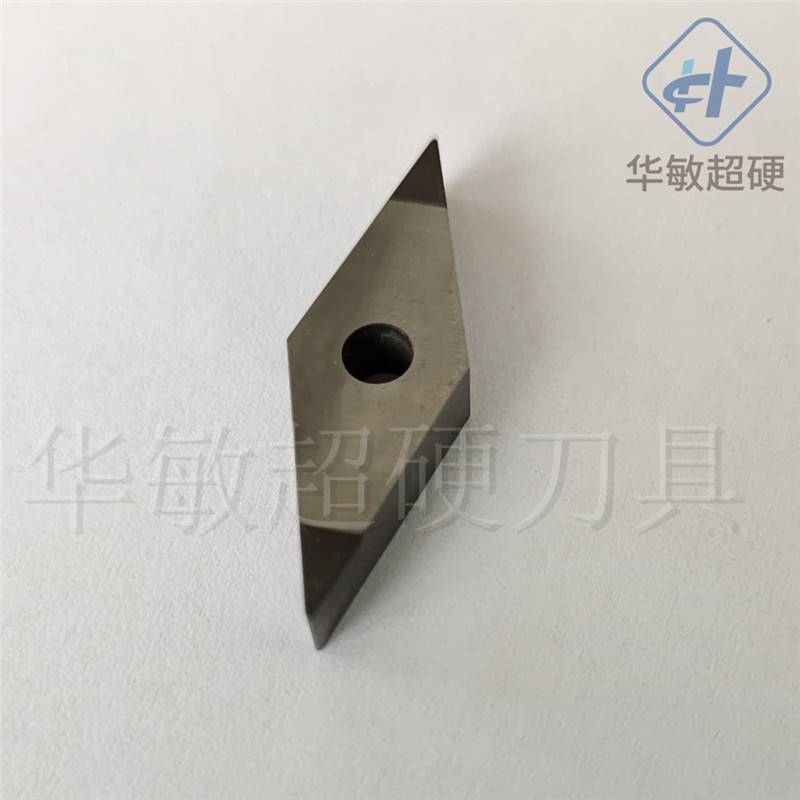
表面淬火鋼件加工面有斷續(xù)及鍵槽用HJ63材質(zhì)cbn刀具,抗沖擊性好,不崩刀圖樣:
CBN刀具的加工材質(zhì)
(1)高硬度鑄鐵
如高鉻鑄鐵、合金鑄鐵、鎳硬鑄鐵、白口鑄鐵均屬于高硬度鑄鐵,典型零部件有軋輥、工業(yè)泵等。針對(duì)高硬度鑄鐵常用CY1和HJ3系列材質(zhì),優(yōu)勢(shì)顯著。可拉荒粗車有夾砂、氣孔的鑄件毛坯。
(2)高硬度鋼件(硬度HRC45以上)
如高錳鋼、高速鋼、淬火鋼,高頻淬火鋼,工具鋼,軸承鋼等,典型零部件包括軋臼壁、高速鋼軋輥、淬硬齒輪/齒輪軸、軸承、滾珠絲杠、模具等。使用CY1/CY6和HJ6系列材質(zhì)cbn刀具效果明顯。【刀片的韌性和耐磨性能優(yōu)異;單邊背吃刀量ap可達(dá)7.5mm,可加工HRC45-HRC79之間的高硬度鋼件】
(3)普通灰鑄鐵(HT150/200/250/300等)
如發(fā)動(dòng)機(jī)缸體/缸蓋、剎車盤、制動(dòng)鼓、皮帶輪、離合器壓盤等均屬于灰鑄鐵件。使用CY3和HJ3材質(zhì)的系列刀具。加工速度高,效率高,有效節(jié)約成本。
(4)其他難加工材料
如粉末冶金、高溫合金材料,及鎳基、鐵基、鈷基等高硬度堆焊/噴焊/激光熔覆/熱噴涂材料工件。使用HJ8牌號(hào)的cbn刀具。
熱處理鋼件刀具加工案例





員產(chǎn)品")


入企業(yè)網(wǎng)站")