- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||

全焊透和熔透焊其實是一個意思,屬于CJP(Complete Joint Penetration,完全熔透焊縫)即兩個母材通過焊接完全連接起來,熔透達100%,CJP焊縫大多要求做RT或UT的。 深熔焊焊縫屬于PJP(Partial Joint Penetration,部分完全熔透)即兩個母材通過焊接沒有完全連接起來,熔透達到或接近70%,一般指的是角焊縫,可留根1/3板厚。
深熔焊 英文名稱:deep penetration welding 定義:采用一定的焊接工藝或專用焊條以獲得大熔深焊道的焊接方法。全焊透 :按金屬結構工程焊接技術的工藝標準,技術參數,深熔焊接售后,進行的燒焊焊接。保證焊縫的金屬溶池參數到位,一面焊接,兩面成型。 熔透焊:是焊接過程中只熔透焊件但不產生小孔效應的焊接方法。在焊接檢驗時,深熔焊接廠家,深熔焊和全焊透要求也是不一樣的,深熔焊一般只要求做氣密性檢查,深熔焊接,而全焊透則要求既做氣密性又要做MT或UT檢查。基本上都要求開坡口,只是留根的大小不同而已。全焊透一般留根lt;4MM,反面需要清根;深熔焊留根一般比較大,深熔焊接工藝,12MM,反面不需要清根。還有,跟板厚也是有一定關系的
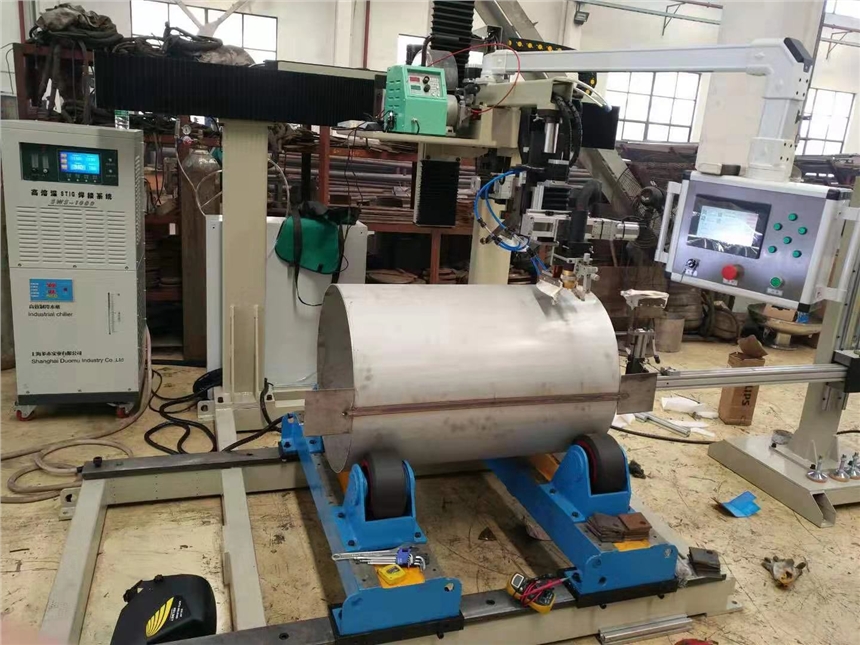
SWS-1000型高深熔STIG焊接系統采用一體化設計,焊接電源系統、冷卻系統、弧壓跟蹤系統集成一體,設備簡潔、優化故障率低,操作靈活方便。
SWS-1000型高深熔STIG焊接系統自帶弧壓跟蹤系統,可以自動跟蹤焊縫的高低變化,保證鎢極與焊縫的距離恒定,增加對焊縫縫隙的適應性,實現焊縫的一致性和高品質,
同時,系統具備通信功能,可以實現與外圍自動化設備的無縫連接,實現焊接參數(焊接電流變化:電流的上升、下降,氣體保護時間的設置:提前送氣、滯后停氣等)的遠程控制,滿足焊接過程動態焊接的需求,實現全自動化焊接。
1、石油化工行業。
2、食品和制藥行業。
3、航空航天。
4、電力行業,發電廠(包括核電工業)。
5、水處理行業。
6、造船。
7、鍋爐及壓力容器(主要包括:管道,熱交換器,壓力容器,儲罐,反應器等常壓及高壓管道容器制造過程的直焊逢和環焊縫的焊接)。
8、大型基礎設施建設中管道的預制及板材的拼合
1、高速度、高品質、高效率
SWS-1000型高深熔STIG焊接系統是采用高效電磁壓縮電弧,電弧能量密度高,焊接過程形成穩定的小孔效應,穿透能力強,可一次性焊透10MM的鋼板,單面焊雙面成型,焊縫美觀,焊接效率高焊接質量好,無氣孔、夾渣等現象,拍片一次通過率達到95%以上,焊接速度快,以10mm的不銹鋼為例焊接速度可達300mm/min是普通TIG焊的8倍以上,因此與傳統的GMAW/TIG焊接工藝等比較具有明顯的優勢。 


2、節省人力物力,節省成本
SWS-1000型高深熔STIG焊接系統的高效焊接,一定厚度下無需開坡口的特點,省去了開坡口和坡口焊道的反復填充焊,可節省一定的設備、人力、耗材;一次性全熔透性的高質量焊接,減少了氣孔、夾渣等現象,避免了其他常規焊接氣孔、夾渣等現象的后期打磨補焊過程,大量的節省了人力;單面焊雙面成型,背面焊縫窄,焊縫寬度在2-3mm左右,免去了背面清根的繁瑣,節省大量的人力物力;同時在普通低碳鋼中厚板焊接、厚板深坡口打底工藝上,其質量、效率及成本的優勢也是目前其它技術無比擬的,比傳統的埋弧焊、GMAW更具有競爭優勢。