- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
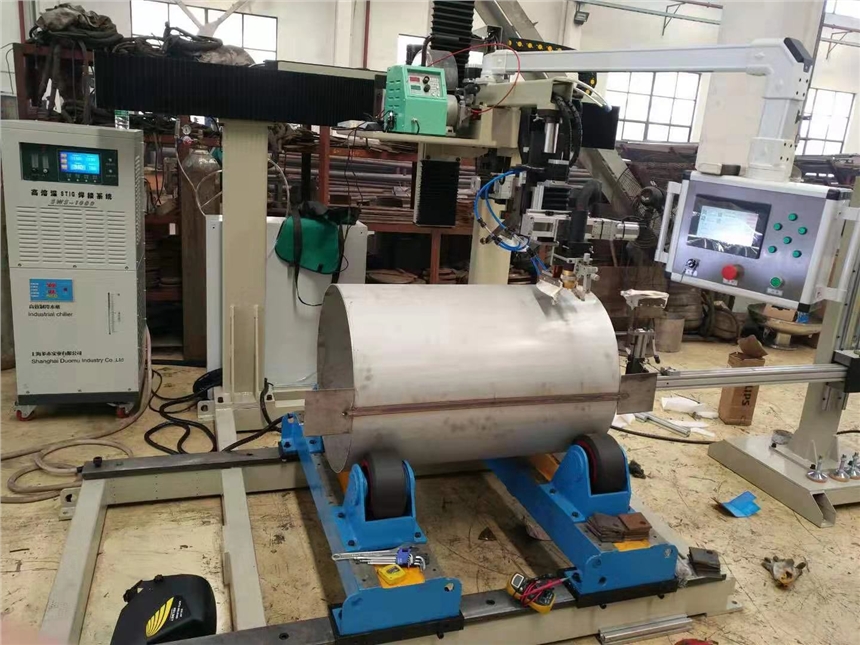
高溶深焊接介紹及其技術參數
高溶深焊接系統可以為進行的每一次焊接作業采集詳細的焊接數據,并將這些數據儲存在本地硬盤中或云服務端,真正做到完整的焊接數據可追溯、可監測、可維護。高溶深統的控制器被設計為能夠與任何形式的裝置自動化設備真正融為一體,從機器人與折邊機到旋轉混合器和定位器等,并且可以對許多外接裝置進行控制。連接到互聯網時,高溶深系統的控制器就可以從高溶深網站對其固件和軟件進行后臺自動更新。
在管道和壓力容器產品的生產中,中厚板碳鋼和不銹鋼焊接非常廣泛。根據實際生產情況,常用的埋弧焊、氬弧焊和等離子三種焊接工藝。但這三種常規工藝都有很大的局限性。
埋弧焊:無法實現單面焊雙面成型,必須反面氣刨清根,生產效率低
氬弧焊:熔深淺,熔敷率低,必須開坡口多層多道焊,生產效率低
等離子:設備要求高,對工件組對要求高,表面焊道窄,系統性價比低
針對傳統工藝存在的局限性,澳大利亞研究機構結合了等離子和氬弧焊的優點,研究開發出高溶深焊接工藝,即鎖孔高效熔深氬弧焊。
|
序號 |
項目 |
埋弧焊 |
氬弧焊 |
等離子焊接 |
高溶深焊接 |
高溶深焊接優點 |
|
1 |
單面焊雙面成型 |
否 |
是 |
無需清根 |
||
|
2 |
大溶深 |
20毫米 |
3毫米 |
10毫米 |
16毫米 |
穿透性強 |
|
3 |
中厚板是否坡口 |
不需要 |
需要 |
焊材消耗少 |
||
|
4 |
中厚板一次成型 |
焊接效率高 |
||||
|
5 |
表面是否美觀 |
表面成型好 |
||||
|
6 |
組對間隙要求 |
≤2 |
≤0.5 |
組對要求低 |
||
|
7 |
耗材需求 |
需焊絲焊劑 |
焊絲消耗多 |
需等離子氣 |
焊絲消耗少 |
耗材要求少 |
|
8 |
大焊接速度 |
400毫米/分 |
200毫米/分 |
500毫米/分 |
1000毫米/分 |
無需引弧板 |
|
9 |
引/收弧缺陷 |
有 |
無 |
系統效率高 |
||
|
10 |
額定負載暫載率 |
60% |
100% |
|
2
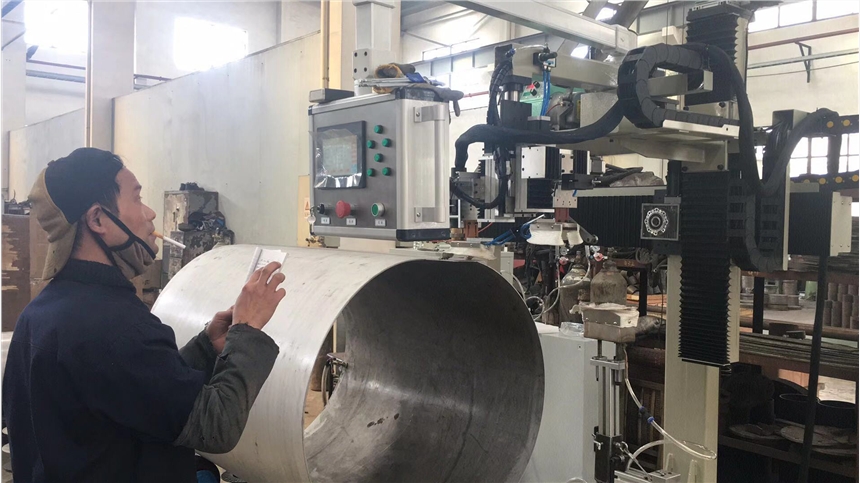
效果焊接技術是一種高速的單程全熔透焊縫焊接技術,它不需要焊絲、不需要開破口,也不需要專業技術操作人員,卻能夠以比普通鎢極氬弧焊技術快100倍的速度對厚達16mm的材料進行完美焊接。
高溶深焊接工藝是在傳統TIG焊接的基礎上通過大電流 (>300A) 形成的較大電弧壓力與熔池液態金屬的表面張力實現相對平衡 ,形成小孔實現熔深焊接。焊接過程穩定波紋細膩成型美觀,焊縫的微觀組織和力學性能優于TIG焊,是真正的高效、高速、低成本的焊接方法。已在國外大量工業化運用。
出色的精密焊接技術。
高溶深的焊接作業是自動完成的,不需要填充焊絲,整個焊接過程為單程全溶透焊縫焊接。其焊縫為100%的母質層,沒有多條熔合線,完全消除了夾渣,氣孔以及許多焊接工藝常見的其它缺陷。高溶深的無波紋焊接溶池保證了蓋面層與打底層的超高質量,完全不需要背面清根,表面拋光,清洗與打磨。