- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
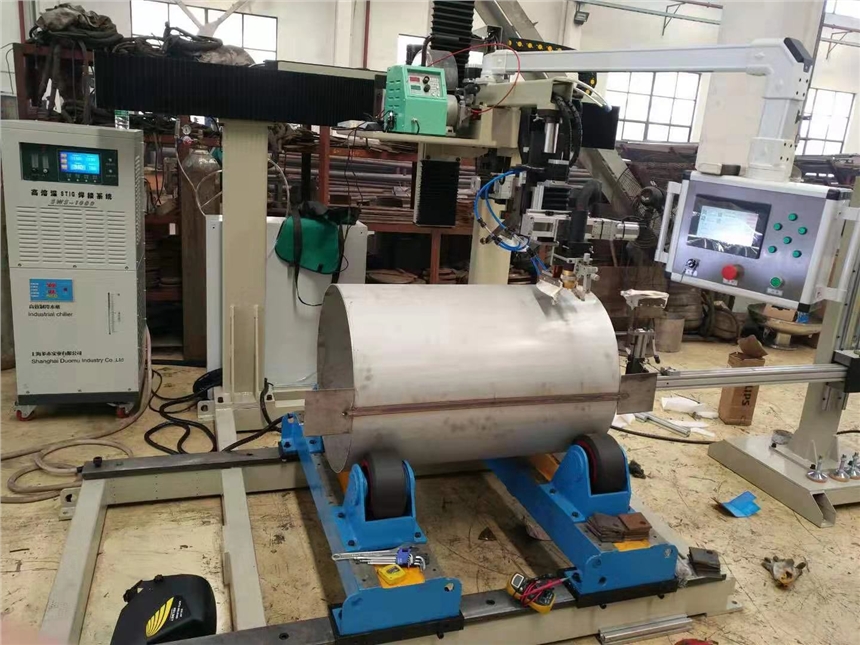
等離子粉末堆焊機DML-VO3BD介紹
等離子粉末堆焊機原理:
等離子粉末堆焊機是我公司自主研發的擁有完全自主知識產權的金屬表面改性設備,該堆焊工藝是提高金屬表面耐磨性、耐腐蝕性和耐沖擊等性能的有效技術方法之一。
DML-V02B等離子粉末堆焊機工作原理:
等離子粉末堆焊是以等離子弧作為熱源,應用等離子弧產生的高溫將合金粉末與基體表面迅速加熱并一起熔化、混合、擴散、凝固,等離子束離開后自激冷卻,形成一層高性能的合金層,從而實現零件表面的強化與硬化的堆焊工藝,由于等離子弧具有電弧溫度高、傳熱率大、穩定性好,熔深可控性強,通過調節相關的堆焊參數,可對堆焊層的厚度、寬度、硬度在一定范圍內**調整。等離子粉末堆焊后基體材料和堆焊材料之間形成融合界面,結合強度高;堆焊層組織致密,耐蝕及耐磨性好;基體材料與堆焊材料的稀釋減少,材料特性變化小;利用粉末作為堆焊材料可提高合金設計的選擇性,特別是能夠順利堆焊難熔材料,提高工件的耐磨、耐高溫、耐腐蝕性。
等離子粉末噴焊(Plasma Powder Welding 簡稱PPW)是一種先進的噴焊工藝。它是采用氬氣等離子電弧作熱源(轉移型等離子弧為主,非轉移型等離子弧為輔),采用粉末狀合金作填充料的自動堆焊方法。在采用聯合型等離子弧噴焊時,一般采用兩臺,獨立的直流弧焊機作電源,分別供給非轉移弧和轉移弧。兩個電源的負極并聯在一起,通過電纜接至噴焊槍的鎢電極(負極)。非轉移弧電源正極通過電纜接噴焊槍噴嘴,轉移弧電源正極通過電纜接工件。冷卻水通過水冷電纜引至焊槍,冷卻噴嘴和電極。氬氣通過電磁氣閥和浮子流量計進入噴焊槍。電源接通后,借助高頻火花引燃非轉移弧。再借助非轉移弧弧焰在鎢電極和工件之間造成的導電通道,引燃轉移弧。轉移弧引燃后,可保留或切斷非轉移弧。主要利用轉移弧在工件表面產生熔池。合金粉末由送粉器按需要量連續供給,借助送粉氣流(也用氬氣)送入焊槍,并吹入電弧中。合金粉末在弧柱中被預先加熱,呈熔化或半熔化狀態,噴射到工件熔池里,在熔池里充分熔化,并排出氣體和浮出熔渣。通過調節轉移弧和非轉移弧電流,送粉量和其它工藝規范參數,來控制熔化合金粉末和傳遞給工件的熱量。隨著焊槍和工件的相對移動,合金熔池逐凝固,便在工件上獲得所需要的合金熔敷層。金屬表面修復設備特點
DML-V03BD等離子粉末堆焊機技術優勢:
1、堆焊熔覆合金層與工件基體呈冶金結合,結合強度高;
2、堆焊熔覆速度快,低稀釋率;等離子弧堆焊的稀釋率可控制在5%一10%,或更低。
3、堆焊層組織致密,成型美觀;堆焊過程易實現機械化、自動化;
4、可在銹蝕及油污的金屬零件表面不經復雜的前處理工藝,直接進行等離子堆焊;
5、與其他等離子噴焊相比設備構造簡單,節能易操作,維修維護容易;
6、等離子弧溫度高、能量集中、穩定性好,在工件上引起的殘余應力和變形小。
7、可控性好。可以通過改變功率、改變氣體的種類、流量及噴嘴的結構尺寸來調節等離子弧的氣氛、溫度等電弧參數,從而實現高效自動化生產,提高勞動生產率。
8、使用材料范圍廣。堆焊合金粉末作為熔敷材料,不受鑄造、軋制、拔絲等加工工藝的限制,可依據不同性能要求配置不同成分的合金粉末,特別適用于那些難于制絲但是易于制粉的硬質耐磨合金,以獲得所需性能的堆焊層。