- «aãÀ
- ╣®æ¬
- ╣½╦¥
- ð┬┬ä
|
|
||||||||||||||||||||||||||||
|
| |||||||||||||||||||||||||||||
|
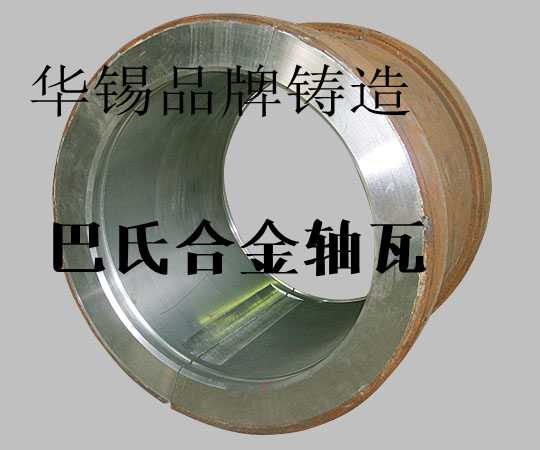
ı¬Ê¬ú║ ║åå╬ÀÍ╬÷┴╦ʲ´LÖC¦S═▀╣ñθ▒Ý├µ─ÑôpÁ─È¡Ê‗║═╠Ä└ÝÀ¢À¿ú¼îìÙHæ¬Ë├Íð ôpë─Á─░═╩¤║¤¢ ¦S═▀¢ø▀^║©¢ËðÌÅ═║¾ ú¼╩╣Ë├ðº╣¹┴╝║├íú |
| |||||||||||||||||||||||||||||
|
íííí¦S═▀Á─▓─┴¤×Ú░═╩¤║¤¢ú¼ð═╠ûZchSnSb11ú¡6ú¼╩ÃÊ╗ÀN╚█³c║▄Á═ú¿240íµú®Á─▄ø¢î┘íú▀xË├Á─║©¢z┼c¦S═▀▓─┴¤¤Ó═¼ú¼└¹Ë├ЧÊÊ╚▓еÎ÷ƒßÈ┤ÎÈðð╚█Íã°│╔(êD1)íú║©¢zÁ─¥▀¾wÚLÂ╚Ë╔Ëï╦ÒÁ├│÷ú¼Ë├¦S═▀╔¤░═╩¤║¤¢¾wÀe│²ÊÈ║©¢z¢Ï├µÀeú¼Á├│÷Á─öÁÍÁÈ┘╝Ë╔¤30úÑÁ─ËÓ┴┐íú║©¢z╚█Íã║¾ú¼Ë├╣╬ÁÂÁ╣╚Ñ└Ô¢Ãú¼│²╚Ñ▒Ý├µÐ§╗»─ñ║═ȳ┐Îú¼║©¢z▒Ý├µ╠Ä└Ý▓╗─▄╩╣Ë├╔░╝ê╗‗╔░¦åíú | ||||||||||||||||||||||||||||||
|
íííí 2.2.2íí¦S═▀▒Ý├µÁ─╠Ä└Ý ííííîªË┌ÚLã┌╠ÄË┌ØÖ╗¼Ë═╣ñørÍðÁ─¦S═▀ú¼Ë═ÀÍÎËÊÐØB╚ÙÖC¾wú¼È┌║©¢ËðÌÅ═òrú¼▀@ð®ØBË═Á─▒Ý├µîËÎÞÁK¢î┘ÚgÁ─╚█║¤ú¼╣╩æ¬Î÷ıJıµÃÕ└Ýíú íííí╩Τ╚ú¼æ¬îªÊÐôpë─Á─¦S═▀Î÷ıJıµÖz▓Úú¼┤_¿║©¢ËðÌÅ═▓┐╬╗ú¼È┌ÅÏÁÎÃÕ│²¦S═▀╔¤Á─╬┤╚█╗»àsÊÐ▀^ƒßÁ─▓┐╬╗Í«║¾ú¼╩╣Ë├¢î┘ÃÕ¤┤ä®îªãõ▒Ý├µÐ§╗»─ñ║═Ë═╬█Î÷ıJıµÃÕ¤┤íúί║¾ú¼È┘Ë├╣╬ÁÂîóʬðÌÅ═▓┐╬╗Á─ããôpîË╣╬╚Ñú¼È┌┤╦╗¨ÁA╔¤È┘╣╬╚Ñ0.2í½0.5mm ╔¯ú¿╗‗╣╬Í┴¦S═▀ÞTÞFîËú®íú 2.3 ¦S═▀║©¢ËðÌÅ═▀^│╠ íííí¦S═▀▒Ý├µ╠Ä└ÝÍ«║¾ú¼Ê¬îó╦³ ¯A ƒßÍ┴150í½180íµ ú¼╚╗║¾À┼Í├È┌Ùèát╗‗║µát╔¤ú¼▒ú│Í£ÏÂ╚ÊÈ£p¥ÅãõÈ┌║©¢ËðÌÅ═òrÁ─└õàs╦┘Â╚ú¼▀@òrʬÎóÊÔÀ└Í╣ÊÐ╠Ä└Ý▀^Á─¦S═▀▒Ý├µÈ┘╬█╚¥íú 2.3.2 ║©¢ËðÌÅ═╣ñ╦çàóöÁ íííí▀xË├Á─║©¥µð═╠û×ÚH01ú¡6ú¼1╠ûçèÎýú╗ÊÊ╚▓ë║┴ª×Ú0.02MPaíú¦S═▀Üñ¾w▒®┬Â▓┐ÀÍÃÕ¤┤Í«║¾ú¼æ¬¤╚È┌ÁÎîËÔF¢Ëú¿ÊèêD2ú®íúÔFä®▀x 30% ┬╚╗»õ\╚▄Ê║ú¼ÔF¢ËîË║±0.5í½1.0mm ú¼ÔF║©¢Ë£ÏÂ╚×Ú180í½200íµ íú║©¥µ▓╔Ë├ÍððÈ╗еú¼║©¢Ë╦┘Â╚5í½8cm/min ú¼Ê╗┤╬║©Á└îÆ8í½10mm ú¼║±3í½4mm ú¼╩®║©2í½3îËú¼║©¢ËîËÚg£ÏÂ╚150í½200íµíúÔF¢Ë═Û«à║¾ú¼▀Mðð╚█║©ú¼Ê¬Ã¾ ║©Á└▒Ý├µ┬È©▀Ë┌¦S═▀È¡╩╝▒Ý├µíú |
| |||||||||||||||||||||||||||||
|
íííí(2) ░═╩¤║¤¢Á─╚█³c¦^Á═ú¼ÁÎîËÔF¢Ëòrú¼ÔF¢Ë£ÏÂ╚▓╗Ê╦▀^©▀ú¼À±ätÀÃÔF¢Ë▓┐╬╗Á─░═╩¤║¤¢ò■«a╔·▀^ƒß╗‗╚█╗»íú íííí▒Ý├µÖz▓Úú¼ø]ËðÜÔ┐ÎíóèAȳ║═╬┤╚█║¤×Ú║¤©±íú 2.4 ║©║¾╠Ä└Ý íííí▓╔Ë├╣╬¤¸À¢À¿╗ÍÅ═ãõÈ¡╩╝│▀┤þú¼▓ó╩╣Ë├╝┘¦SÖz▓Ú╣╬¤¸Á─ðº╣¹íúíííí 3 ðÌÅ═îì└² íííí░═╩¤║¤¢¦S═▀Ë╔Ë┌ı±äËíó─ÑôpÁ╚È¡Ê‗îºÍ┬ôpë─íúôpë─ίç└ÍÏÁ─¦S═▀ôpë─├µ▀_¦S═▀╚½▓┐├µÀeÁ─ 1/3 ú¼ÃÊ▓┐ÀÍ╬╗Í├¦S═▀┼c¦S═▀Üñ¾w░l╔· äâÙx (êD 3ú® ú¼Å─°Èý│╔ÈOéõ▒╗ã╚═úÖCú¼╦¨ÊÈøQ¿▓╔Ë├ЧÊÊ╚▓ÜÔ║©îªôpë─Á─░═╩¤║¤¢¦S═▀▀MðððÌÅ═íú |
| |||||||||||||||||||||||||||||
|
ííííú¿4ú®╩╣Ë├¢Ãõô║═║©¥µ▀Mðð╚█║©ú¿╚þêD1ú®ú¼╚█║©£ÏÂ╚▒ú│ÍÈ┌180í½200íµíú├┐îË║©Á└═Û│╔║¾ú¼Ê¬▀MððÍÏ╚█íú▓óË├Í▒Å¢5mmÁ─ΤÒ~¢zöçäË╚█│Ïú¼ÊÈ┤┘▀MÜÔ┐Î║═╚█ȳ╔¤©ííúÍÏ╚█òrú¼║©¥µ║═║©¢zö[äËÀ¢À¿ÊÈ╝░╦┘Â╚┼c║©¢Ëòr¤Ó═¼íú 4íí ðÌÅ═ÎóÊÔ╩┬Ýù íííí▓╗╣▄▓╔Ë├──ÀNÀ¢À¿ðÌÅ═Á─¦S═▀ú¼░▓ÐbòrÂ╝▒ÏÝÜ▀_Á¢ÊȤ┬ʬþú║ |
| |||||||||||||||||||||||||||||
|
▒Ý1 íí¦S═▀│▀┤þã½▓¯ mm
|
| |||||||||||||||||||||||||||||
|
íííí 5íí ¢Yıô ííííú¿1ú®└¹Ë├║©¢ËÀ¿ðÌÅ═░═╩¤║¤¢¦S═▀ú¼╝╚╣Ø╝s┴╦¥SðÌ│╔▒¥ú¼ËÍ▒úı¤┴╦ÈOéõı²│ú▀\ððíú |
| |||||||||||||||||||||||||||||
╚AÕaÚLã┌║═©¸┐═æ¶┬ô¤Áú¼«aãÀ©¨ô■┐═æ¶ðÞʬ©─▀Mú¼╝╝ðg┴ª┴┐ð█║±ú¼┐╔©¨ô■ðÞʬ╔·«a©¸ÀN┼õ▒╚Á─«aãÀú╗Ȱйıêç°â╚ððÿIÍ°├¹ÅS╝Ê╣▓═¼╠¢Ëæúí«aãÀ╝╝ðg▀_ç°â╚¤╚▀M╦«ã¢úí Í▄┐┌╩ð╚AÕa║¤¢Ëð¤Ì╣½╦¥È©║═©¸╬╗╔╠ËÐöy╩Í╣▓▀Mú¼═¼Î▀¦x╗═Í«┬Àúí╚AÕaãÀ┼ã║¤¢Á─Î┌Í╝╩Ãú║ÊÈ┘|┴┐þ╔·┤µú¼ÊÈð┼Îuþ░lı╣úíÈ┌═¼Á╚┘|┴┐▒╚âr©±ú¼═¼Á╚âr©±▒╚┘|┴┐úí┘|â×âr┴«ú¼ı\ð┼¢øáIúí ÜgË¡ð┬└¤┐═æ¶╗¦¯Öúí╚AÕaãÀ┼ã░═╩¤║¤¢¢▀ı\×Ú─·À■äıúí
ÙèÈÆú║0394-5739178
é¸ıµú║0394-5739178
┬ô ¤Á ╚╦ú║═§Í¥éÑ ╩ÍÖCú║13938073147
ã¾ÿI¥Wı¥ú║ http://www.bashihejin.cn ╣½╦¥ÁÏÍÀú║Íðç°.Í▄┐┌╩ð┤¿àRà^¢øØ·╝╝ðgÚ_░là^ ╣½╦¥îúÿI╔·«a░═╩¤║¤¢,Õa╗¨║¤¢,¦S│ð║¤¢,ÕaõR║¤¢,ÒUÕa║¤¢,░═╩¤║¤¢¦S═▀Á─Í°├¹ÅS╝Êíú
 íííí
íííí











