- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
西門子1500模塊6ES7522-5FH00-0AB0
DQ 16:數字量輸出模塊,可控硅 DQ 16x 230 VAC/ 1A ST (TRIAC), 35mm模塊,不含前連接器
西門子1500模塊6ES7522-5FH00-0AB0

湖南西田電子科技有限公司是一家以工業自動化、系統集成、相關領域技術服務為主的高科技企業。同時也是西門子(中國)有限公司合作伙伴及授權系統集成商。以“為客戶創造價值是我們永遠追求的目標”為宗旨,本著“質量保證,誠信服務,堅持承諾,到位及時”的做事態度,熱誠的服務于每一位新老客戶。面對紛繁變化的市場和日益嚴峻的競爭,客戶的需求和利益始終被我們放在工作的首位。我們想客戶之所想,急客戶之所急。

西門子小型S7-200 SMART PLC
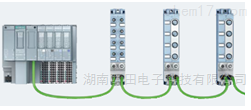
中大型PLC,由于計算能力,通訊能力以及編程軟件功能的增強,可以實現更復雜的功能。可用單機的形式工作,控制對象可以是一臺設備,也可以是一個工藝過程;也可以組成復雜的系統,舉例如下,1500 PLC向下通過PROFINET或者PROFIBUS網絡與現場層的分布式 ET 200遠程站相連,ET 200遠程IO站再連接傳感器執行器等信號。1500 PLC向上還可以和監控軟件,MES軟件等相連,實現生產管理的功能。同時1500 PLC還可以橫向和其他的PLC通訊,實現復雜的控制功能,或者與其他的系統交換數據。
首先CNC屬于機械數控加工范疇。要進行精確的加工,需要控制的通常是位置、角度、速度等機械量和與機械能量流向有關的開關量。數控的產生依賴于數據載體和二進制形式數據運算的出現。
NC和PLC的當前現狀
題主的疑問也是在PLC取得的長足發展的基礎上出現的,在CNC的體系中把一部分輔助功能交給了PLC來處理,而PLC也得到了施展才華的機會,除了輔助功能之外,還實現了復雜的運動控制功能。那么既然CNC的幾個重要組成部分序列器、插補器、伺服控制器、邏輯控制器和人機控制接口,都能通過PLC集成其他組件和設備來實現,是不是可以用PLC來代替CNC,實現更優的性價比呢?現實情況又是怎樣的呢?
現實中雖然完全可以用PLC搭建自己的CNC系統,DIY一個自己的機加工中心也是可行的,西門子的s7-1500T系列加私服電機配合TIA軟件集成運動控制和人機界面,需要全面的一體機開發經驗,沒有一個整體團隊是完成不了的。所以等你開發完發現西門子本身就有成體系的數控機床系統840D,集成度更好,功能更完善。看一下西門子的全集成自動化大圖中,數控和控制器的位置,紅框是數控系統,黑框是控制器部分,數控系統中的輔助功能都是PLC來控制的。
SINUMERIK Operate 操作軟件
SINUMERIK Operate 操作軟件,集成了帶動畫功能的 Program GUIDE 的文本編輯器能夠*支持零件程序編程。
Program GUIDE 融合了 G 代碼編程和循環支持功能。如此就能確保最大的靈活度和較短的加工時間,非常適合用于中、大批量加工。
集成了帶動畫功能的 Program GUIDE 的文本編輯器能夠*支持零件程序編程。
SINUMERIK 840D sl
SINUMERIK 840D sl 中集成了 PLC S7-300系列的控制器。咱們主要介紹一下840D中的PLC是個什么樣的角色,內容偏具體,有不明白的可以網上查一下。在 SINUMERIK 840D sl 中,自動化系統 S7-300 的 CPU 被用作 PLC完成一些基本動作和數據交互。
使用 SINUMERIK 840D sl 時,NCU 中集成的 PLC 支持直接通過一個 Dual-Port-RAM(雙端口 RAM)在 NC 和 PLC 間進行信號交換。