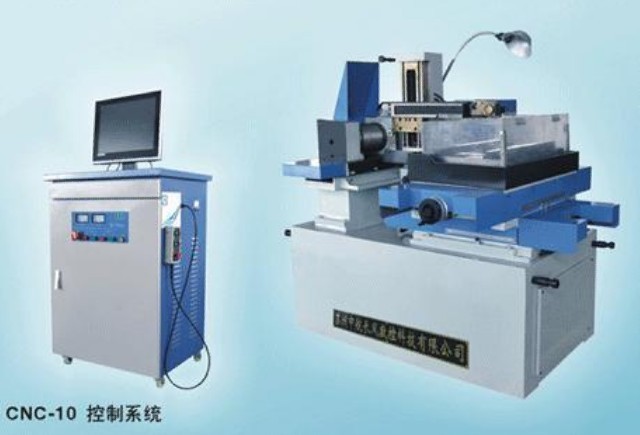
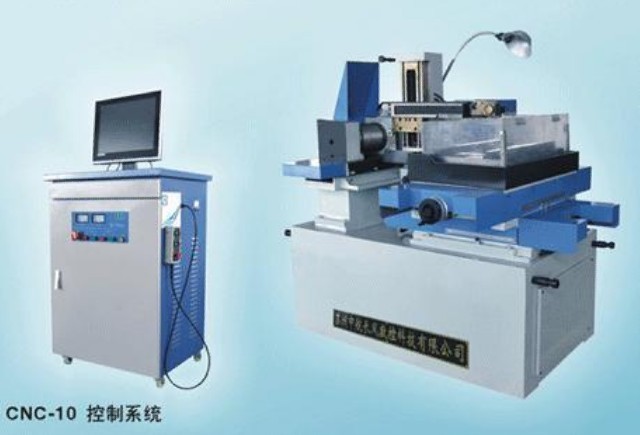
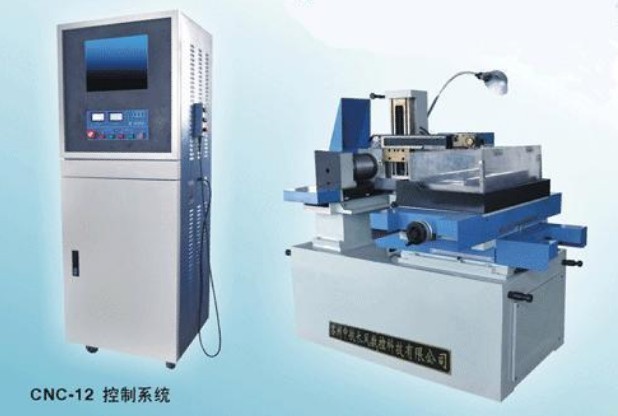
數控電火花打孔機
電火花群孔加工機床的加工原理和工藝

電火花加工的原理是基于工具和工件(正 負電極)之間脈沖性火花放電時的電腐蝕現象來蝕出多余的金屬,以達到對零件的尺寸,形狀及表面質量等預定的加工要求。根據電火花機床加工原理,我單位開發研制了電火花群孔加工機床,改變了傳統的必須用超硬的刀具加工金屬的工藝。該機床在加工孔徑小于板厚的小孔加工中具有顯著的優勢。
加工工藝如下:
1. 工具電極的制作:多孔,群孔電火花加工的關鍵是工具電極的制作,根據工件的技術要求,首先選用合適的電極(紫銅),把電極調直后,做成刷狀,
2. 工裝的制作; 根據工件的大小及技術要求制作工裝,使工件在加工過程中保持穩定。
3. 把電極裝在機床主軸上找正,使電極與工件垂直,
4. 根據圖紙要求調整電源的技術參數進行加工。
機床參數:
該機床是我廠根據用戶的要求研制開發的,適用于加工群孔。
整機結構合理, 剛性好,操作簡便,具有最佳的性能價格比。
主機為全框架、龍門式結構,三軸均采用精密滾珠絲杠傳動,力矩大,精度高。·主軸(Z)導向采用高精度滾動直線導軌控制,日本山洋直流伺服電機驅動,導向精度及伺服靈敏度高,運動精度穩定。
專用脈沖電源,適用于加工篩板,加工速度快。 具有自動排除積碳、自動防干擾,快速間隙恢復,深度鎖定等功能。
機床型號:
|
|
BR71500 |
BR71800 |
BR711000 |
BR711500 |
|
工作臺尺寸mm |
500*1000 |
800*1250 |
1000*1500 |
1500*2500 |
|
主軸承重kg |
80 |
100 |
100 |
100 |
|
脈沖電源A |
80 |
100 |
100 |
100 |
提高群孔加工效率就是為客戶創造最大經濟效益!!(BR系列電火花群孔加工脈沖電源比普通脈沖電源加工效率高2倍左右)