- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
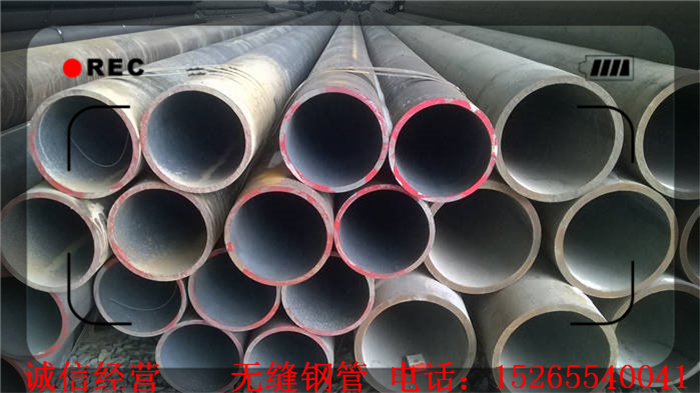
報價:377×20無縫鋼管 20#成品現貨價格
377×20無縫鋼管 2015年12月22日價格
20#材質 377×20今日價格2890元/噸
377×20無縫鋼管執行標準GB/T8163-2000
公司(聊城開發區久匯鋼管有限公司)常年銷售成都、寶鋼、冶鋼、衡陽、包頭、鞍山、天津、洪鋼、無錫等幾大廠家生產的無縫管,地理位置優越,交通運輸十分便利, 主營類型有:377×20無縫鋼管、無縫鋼管,高壓合金管,377×20無縫鋼管、壓力容器管道用鍋爐管,化工用管等:(10# 20# 45# Q345B/C/D 27SiMn 12cr1movg 15crmog cr5mo p11 p22 p5 t11 t12 t95 鋼研102等 ) 執行國際GB8162-2008(結構管)、GB8163-2008(流體管)、GB3087-2008(低中壓鍋爐管)、GB5310-2008(高壓鍋爐管)、 GB6479-2000(化肥專用管)、GB9948-2006(裂化管)等各類材質管材。常年備有千噸庫存。
377×20無縫鋼管材質:10#、20#、35#、45#、Q195、Q215、Q235、Q345、20G、20A、40Mn2、45Mn2、27SiMn、40MnB、20MnVB、20Cr、30Cr、35Cr、40Cr、45Cr、50Cr、38CrSi、12CrMo?、20CrMo、35CrMo、42CrMo、12CrMoV、12Cr1MoV、、35CrMnSi、20CrMnTi、30CrMnTi、12CrMoG、15CrMoG、12Cr2MoG、12Cr1MoVG。
377×20無縫鋼管按GB/T8162-87規定
4.1、規格:熱軋管外徑32~630mm。壁厚2.5~75mm。冷軋(冷拔)管外徑5~200mm。壁厚2.5~12mm。
4.2、外觀質量:鋼管的內外表面不得有裂縫、折疊、軋折、離層、發紋和結疤缺陷存在。這些缺陷應完全清除掉,清除后不得使壁厚和外徑超過負偏差。
4.3、鋼管的兩端應切成直角,并清除毛刺。壁厚大于20mm的鋼管允許氣割和熱鋸切割。經供需雙方協議也可不切頭。
4.4、冷拔或冷軋精密無縫鋼管《表面質量》參照GB3639-83。
本標準代替GB8163-1999《輸送流體用無縫鋼管》
本標準與10216-1:2004《用于壓力的無縫鋼管交貨技術條件 第一部分:規定室溫性能的非合金鋼管》的一致性程度為非等效。 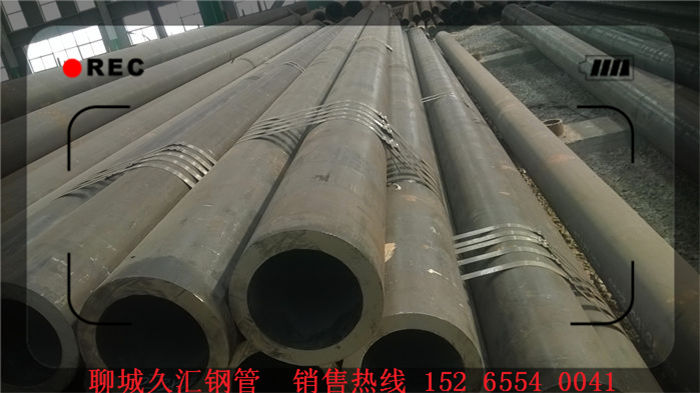
本標準代替GB8163-1999 無縫鋼管。本標準與GB/T8163-1999相比,主要變化如下:
——增加了訂貨內容;
——修改了尺寸允許偏差;
——增加了全長彎曲度要求;
——增加了端頭切斜要求;
——取消了標記示例;
——增加了鋼牌號;
——修改了Q345的屈服強度;
——對按鋼級交貨,質量等級B及以上的銅牌號增加了沖擊試驗要求;
——修改了組批規則。
本標準所代替標準的歷次版本發布情況為:
——GB/T8163-1987、GB/T8163-1999
———2008-08-19發布2009-04-01實施
GB3087-2008《低中壓鍋爐用無縫鋼管》規定。各種結構鍋爐用鋼管規格,外徑10~426mm,共計43種。壁厚1.5~26mm共計29種。GB3087-2008《低中壓鍋爐用無縫鋼管》和GB5310-2008《高壓鍋爐用無縫鋼管》的規定。外觀質量:鋼管內外表面不允許有裂縫、折疊、軋折、結疤、離層和發紋。這些缺陷應完全清除掉。清除深度不得超過公稱壁厚的負偏差,其清理處實際壁厚不得小于壁厚所允許的最小值。[
GB3087標準無縫鋼管的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200℃。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題.圓管坯出爐后要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鉆頭的外徑長度來確定。鋼管經定徑后,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻后,就要被矯直。鋼管經矯直后由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測出。鋼管質檢后還要通過嚴格的手工挑選。鋼管質檢后,用油漆噴上編號、規格、生產批號等。并由吊車吊入倉庫中。
低中壓鍋爐用無縫鋼管:用于制造各種低中壓鍋爐、過熱蒸汽管、沸水管、水冷壁管及機車鍋爐用過熱蒸汽管、大煙管、小煙管和拱磚管等。用優質碳素結構鋼熱軋或冷軋(撥)無縫鋼管。主要用10、20號鋼制造,除保證化學成分和機械性能外要做水壓試驗,卷邊、擴口、壓扁等試驗。熱軋以熱軋狀態交貨、冷軋(撥)以熱處理狀態交貨。
久匯銷售(377×20無縫鋼管、結構管、流體無縫管、碳鋼管、A3鋼管、低中壓鍋爐管、高壓鍋鍋爐管、低合金無縫鋼管、化肥管)





