- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||

焊后消氫處理,是指在焊接完成以后,焊縫尚未冷卻至100℃以下時,進行的低溫熱處理。一般規范為加熱到200~350℃,保溫2-6小時。焊后消氫處理的主要作用是加快焊縫及熱影響區中氫的逸出,對于防止低合金鋼焊接時產生焊接裂紋的效果極為顯著。
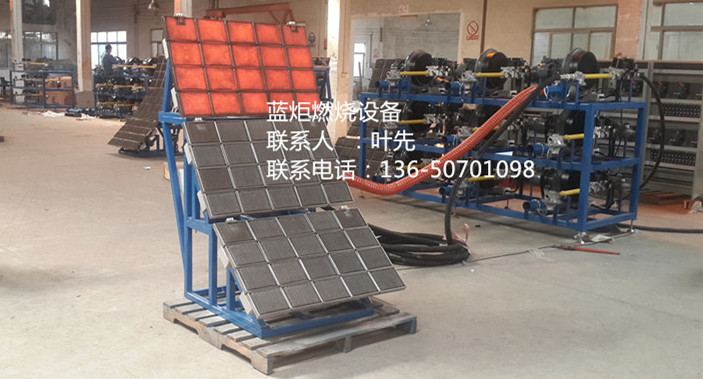
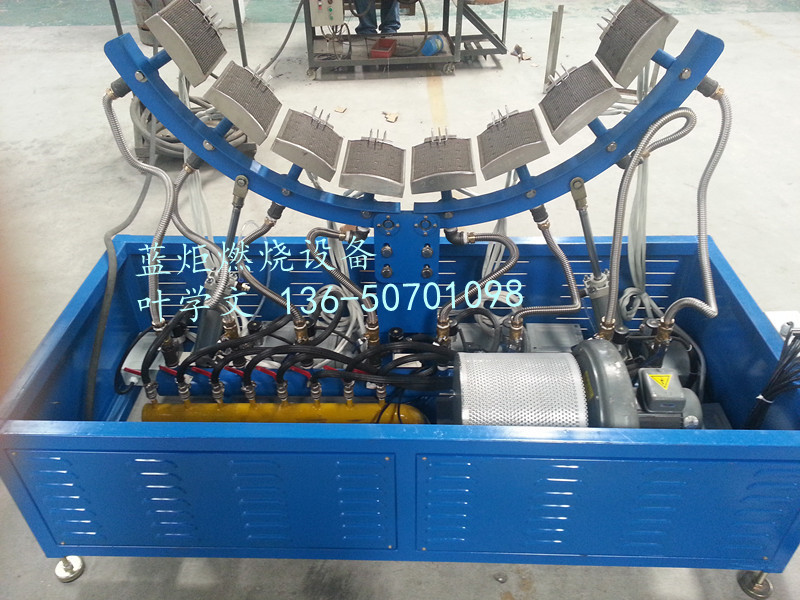
紅外線燃氣加熱器可以與工件近距離接觸加熱,可以做成復雜、各種形狀的加熱器,它適用于各種金屬構件,如管道、大型容器的焊前預熱,中間消氣和焊后的局部熱處理,具有加熱速度快、熱利用率高、紅外線輻射效率高、節能顯著、勞動強度低、高溫不易回火、使用安全可靠、操作方便的優良性能,是目前焊接界一種最新穎實用的理想局部熱處理燃氣加熱器,最高工作溫度800度。
應用舉例
某企業鋼管的直徑250-1000mm,要求利用燃氣紅外線加熱器對鋼管進行焊接前的預熱處理,加熱時處于旋轉狀態。該企業要求生產兩種規
格的預熱系統,分別用于250-500mm的鋼管加熱和500mm以上的鋼管加熱。
選用我公司標準的紅外線加熱單元,自然引射型,基本尺寸為150×200,加熱功率在3-25kw之間可調。
針對250-500mm的預熱系統,燃燒器數量為6個,總的加熱負荷60kw,最大燃氣消耗4.5kg/h;
針對500-1000mm的加熱系統,燃燒器數量為12個,總加熱負荷120kw,最大燃氣消耗9kg/h。
藍炬紅外線燃燒器屬于完全預混燃燒器,它采用合金材料氈制作燃燒器頭部,這種材料是由極為纖細的鉻、鎳、鋁合金纖維組成的立體多孔網狀物,其獨特結構使其成為一種透氣性很強的均勻介質,是一種非常理想的燃燒媒介。
工作原理
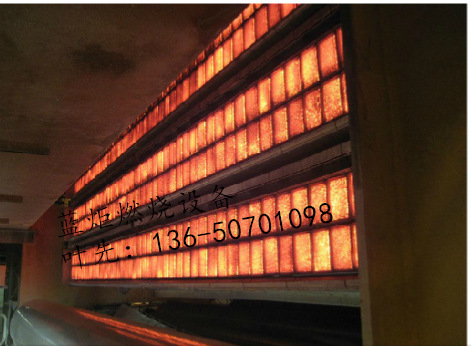
藍炬燃燒器屬于預混氣體表面燃燒。預先混合均勻的燃氣空氣混合物流向燃燒器頭部,在透氣性均勻的織物表面層進行燃燒。燃燒以兩種方式進行,既紅外熱輻射方式和藍焰方式。(2)紅外熱輻射方式是可燃混合物在織物內部進行燃燒,織物被加熱至白熾狀態,一部分熱量以輻射方式釋放。藍焰方式是可燃混合物在織物上方燃燒,火焰承藍色浮在表面上,熱量以對流方式釋放。
由于織物的均勻透氣性和燃氣與空氣的均勻預混,燃燒十分穩定和溫度分布均勻,沒有局部高溫存在,因此抑制了NOx的生成。預混又有足夠的空氣供給,故C0的排放也低。
藍炬紅外線加熱器特點:
1. 使用溫度高:表面溫度可達1100℃(極限溫度上限1250℃)
2. 熱負荷調節范圍大,紅外線燃燒模式:70-500kw/m2。
3, 使用壽命長:最高可達20000小時,維修成本低。
4 .熱輻射效率高:>50%,升溫快,節省燃氣。
5. 不易吸水:即使在潮濕環境中進行高溫加熱也不會對材料造成損壞。
6. 燃燒均勻穩定:高溫狀態也沒有回火現象,受熱均勻。
7. 熱慣性小:升溫和冷卻快(熄火后5秒內可冷卻到常溫),可實現自動溫控。
8. 抗熱膨脹強:熱負荷的劇烈變化不會對材料造成損害。
9. 強度高:抗一定的機械沖擊,對材料沒有影響,使安裝搬運不容易破損。
10.設計制作方便:可以根據需要量身定做各種形狀和功率不同的燃燒器。
11.低CO:由于是完全預混燃燒,燃燒更為充分,在紅外線燃燒模式下CO<25PP更環保。
12.低NOx:在紅外線燃燒模式下,<10ppm,相當于歐洲標準。
13.無噪音:可以實現安靜地燃燒,低于國家1類噪音標準。
14.熱效率高:采用完全預混燃燒方式,空氣過量系數極低,熱效率較常規燃燒器提高10%以上。





