- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
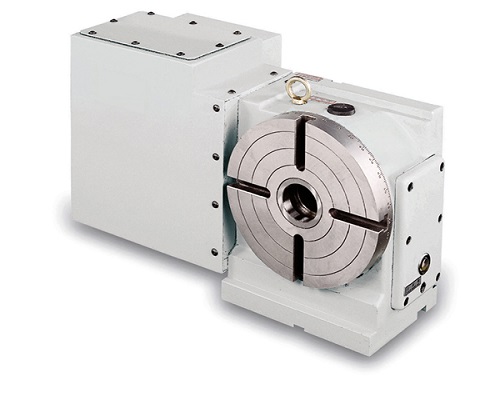
蘇州市 潭興二手四軸分度盤回收 潭興大陸總代理 業務陳青雲

以某空心長軸零件深孔加工為研究對象,設計長徑比為20以上、加工長度12m的整體硬質合金刀桿,在長徑比大于10的空心長軸的深孔鉆(鏜)削加工中,改變了傳統的深孔加工工藝,滿足了空心長軸加工中嚴格的直徑尺寸偏差控制,取得了明顯的效果。
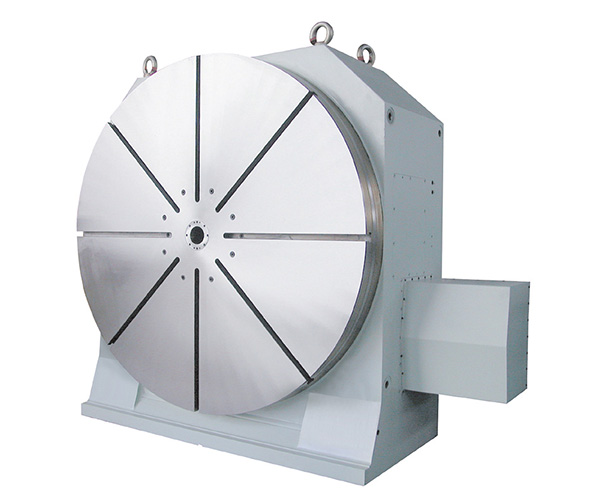
因大直徑深孔鉆鏜床在機械加工過程中占有重要的地位,蘇州市 潭興二手四軸分度盤回收 潭興大陸總代理 業務陳青雲所以對大直徑深孔鉆鏜床的研究越來越重視,本文針對大直徑深孔鉆鏜床的授油器及內(外)排屑裝置技術進行研究。
1. 深孔鉆鏜床冷卻、潤滑及內(外)排屑原理
(1)內排屑:一般在鉆孔或套料時都采用內排屑,內排屑時蘇州市 潭興二手四軸分度盤回收 潭興大陸總代理 業務陳青雲,高壓的切削液通過裝在導向架里的授油器壓入被加工工件孔內的切削區域,高壓的切削液帶動切屑通過鉆桿內孔和鉆桿箱主軸孔,流到裝在鉆桿箱主軸后端的內排屑收集罩和切屑收集車至匯集池,進入磁力分離器清除切屑,再經不定期沉淀箱多次過濾沉淀,流入油泵油箱,再由螺桿泵吸入至送油器,不斷循環使用。
機電之家網 - 機電行業權威網絡宣傳媒體
Copyright 2011 jdzj.com All Rights Reserved技術支持:杭州濱興科技有限公司
銷售熱線:0571-28292387  在線客服:0571-87774297
展會合作/友情連接:0571-87774298
在線客服:0571-87774297
展會合作/友情連接:0571-87774298
網站服務咨詢:0571-28292385
投訴熱線:0571-87774297
網站經營許可證:浙B2-20080178-4