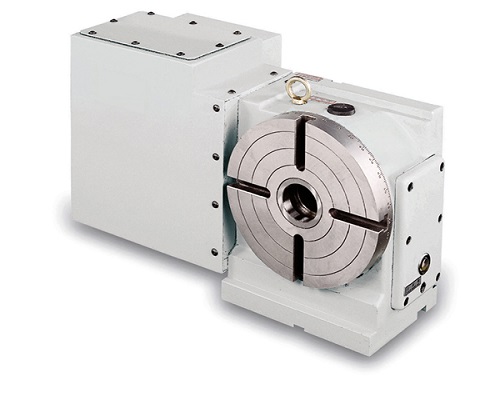
白馬鎮 潭興四軸VRNC-210L臺灣潭興譚佳五軸四軸半廠家安裝維修

C4 鈦合金深孔鉆削過程中鉆削溫度高����、排屑路徑長���,加劇刀具磨損��,影響深孔加工質量和精度��。為制定可用于實際生產的鈦合金深孔鉆削加工參數,開展 TC4 鈦合金深孔槍鉆加工試驗。試驗結果表明,鉆削溫度受鉆削速度影響較大���,白馬鎮 潭興四軸VRNC-210L臺灣潭興譚佳五軸四軸半廠家安裝維修進給量的影響不顯著;孔徑和圓度隨著鉆削速度的增加而增大,同軸度隨著切削速度增加而先增大后減??;孔的表面粗糙度隨著鉆削參數的增加而增大���,且大參數下深孔表面質量進一步惡化���;各組試驗加工硬化層在30μm 左右�����,且隨著鉆削速度增加�,切屑擠壓變形嚴重��。綜合分析后制定的干切削條件下 白馬鎮 潭興四軸VRNC-210L臺灣潭興譚佳五軸四軸半廠家安裝維修TC4 鈦合金深孔槍鉆的鉆削速度為 20m/min���,進給量為 0.08mm/r����。
? ? ??關鍵詞:?槍鉆�����;深孔;鉆削機理����;加工質量�;TC4 鈦合金
??
? ? ? 鈦合金比強度高�、比剛度高、耐腐蝕����、抗疲勞性能好白馬鎮 潭興四軸VRNC-210L臺灣潭興譚佳五軸四軸半廠家安裝維修�,能在超低溫和超高溫�、高應力、強腐蝕環境下穩定工作����,廣泛應用于空天領域[1]�����。在、天器中的儀器儀表�����、傳感器、舵骨架���、發動機等部件制造過程中,常要求加工高精度和高質量的復雜深孔結構[2-3]����。深孔長徑比大����,加工時處于封閉或半封閉狀態��,刀具切削情況無法直接觀察,難以準確監控刀具狀態���;排屑路徑長且不易排出,易造成已加工表面劃傷及刀具崩刃��;切削散熱困難����,熱量累積產生高溫;加工工藝系統剛性差���,易產生振動[4]。因此與普通孔相比�����,深孔加工難度大�����。目前國內外一些學者進行了相關研究����。
??
? ? ? Zhang? 等[5]研究了鑄鐵深孔加工表面質量��、白馬鎮 潭興四軸VRNC-210L臺灣潭興譚佳五軸四軸半廠家安裝維修亞表層變形與加工條件之間的關系��,以及 BTA 深孔鉆削機理,提出鉆削參數和鉆削機理共同決定表面完整性����。Zhang等[6]通過試驗和有限元仿真�����,提出了鉻鎳鐵合金槍鉆過程中槍鉆鉆尖偏移不一致對深孔直線度偏差影響的理論原因����。Kuzu 等[7]利用有限元和反傳熱法建立了微量潤滑條件下的蠕墨鑄鐵深孔鉆削熱模型,并通過試驗驗
證了模型的可靠性。