- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||

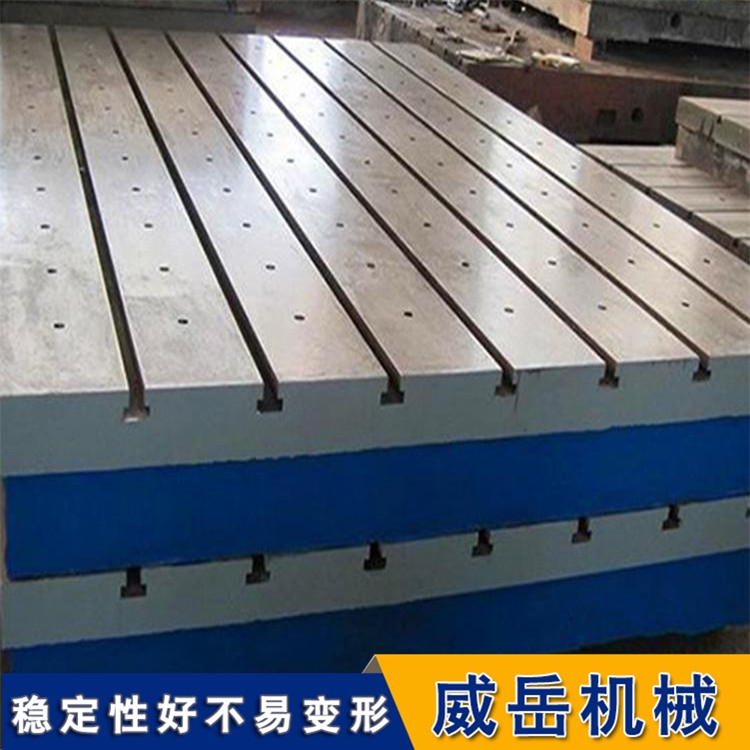
小編來列舉了T型槽平板的生產工藝流程基本如下:
1、毛坯:按技術要求制圖紙、按圖紙制作木型、配料、造型、烘干、澆鑄、落沙、清理、檢驗毛坯的各部位;
2、機械加工:外觀檢驗并劃線、加工、檢驗;
3、工件調平、人工刮研、檢驗科檢驗;
4、外觀處理、噴漆、包裝、入庫.
鑄鐵T型槽平臺的制造工藝是立于鑄鐵平臺行業的基準。鑄鐵T型槽平臺在澆注完成后開始用振動清沙和人工除沙并清理鑄鐵平臺毛坯周圍的廢棄物,清沙完畢后鑄件自然放涼并開始頭一次回火(時效處理),鑄件在回火窯升溫至780°并在窯種和窯的溫度同時降至50°方可出窯。鑄鐵平臺的鑄件在粗加工的時候使用的是濟南產龍門刨床和斷面銑床使鑄鐵平臺四周及上下面成正方形或是長方形,如果需要開T型槽須要在刨完平面后放置整天后才能開T型槽或是U型槽、矩型槽等加工。如果客戶需要的精度較高個光潔度較高,那經過粗加工后須要用我廠自有的昆明機床廠產的6000*3000的數控龍門銑床進行精加工,數控龍門銑床加工后的精度直線度和平面度每米誤差0.008mm,光潔度可以控制在1.2以內經過人工拋光后光潔度高可以達到0.8。如果在鑄鐵平臺上進行鉆孔或是絞螺紋孔也可以用數控龍門銑床進行一次性完成,精度高,光潔度高。
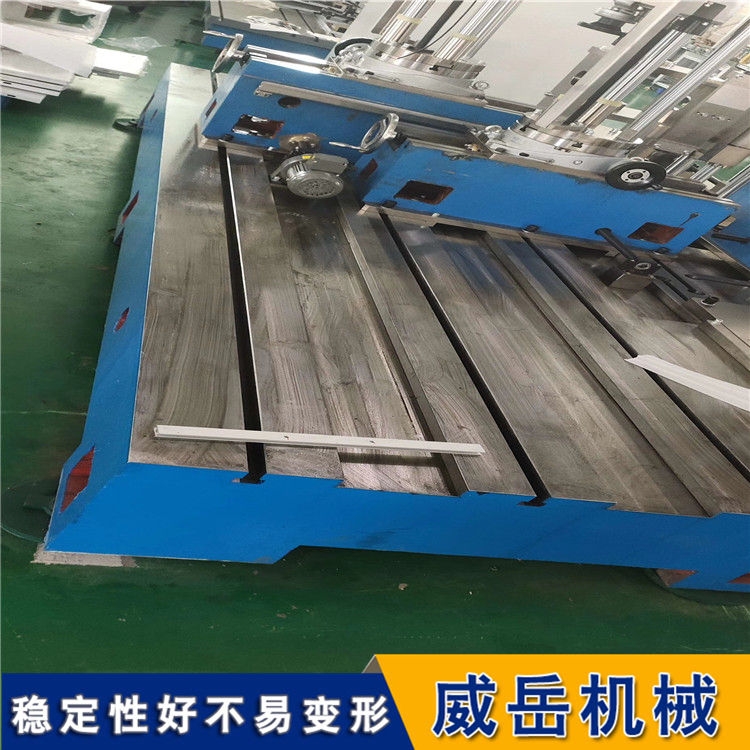
威岳機械鉚焊平臺的材質:高強度鑄鐵HT200-300,工作面硬度為HB170-240,經過兩次人工處理(人工退火600度-700度和自然時效2-3年)使該產品精度穩定,耐磨性能好。
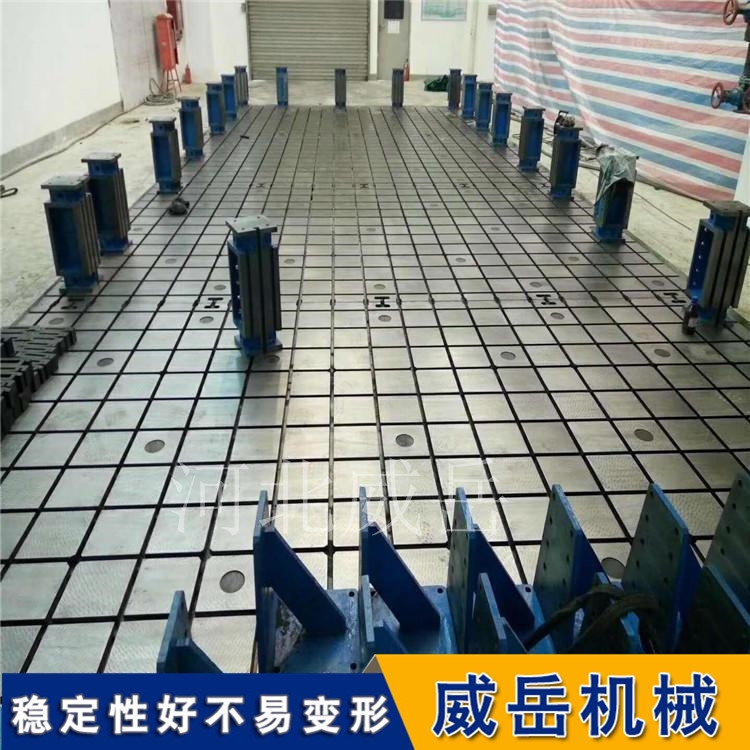
威岳機械鉚焊平臺的規格:100×100~4000×8000,(本產品均是按客戶圖紙制作加工或雙方商定生產加工,可按用戶要求的尺寸和重量生產制作。)鉚焊平臺單件重量可達80噸,拼接面積可達上千平米。是大型設備制造、鉚焊、裝配的基礎工作平臺,更是造船業船殼殼體火工作業的基礎工作場地。
說道T型槽平板的生產,T型槽平板的生產過程中會出現一些產品缺陷,只要采用正確的方法可以進行工藝彌補,平板主要的缺陷包括:氣孔、沙孔、夾沙、縮松等.平板使用壽命和缺陷修復有密切的關系.所以對鑄鐵平板的缺陷做修復時要嚴格按工藝要求處理.
有了對這篇文章的認識,我們就可以更正確嚴謹的去認識鑄鐵T型槽平臺了,不管以用途命名的哪種平臺,其終均是鑄鐵平臺http://www.chinaweiyue.com/下的分類,所有制作都是按照鑄鐵平臺的生產工藝進行生產加工,鑄鐵平臺所有常規性能它們也均有體現。而根據使用不同,各分類平臺性能的不同,可以進行不同的選擇。