- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
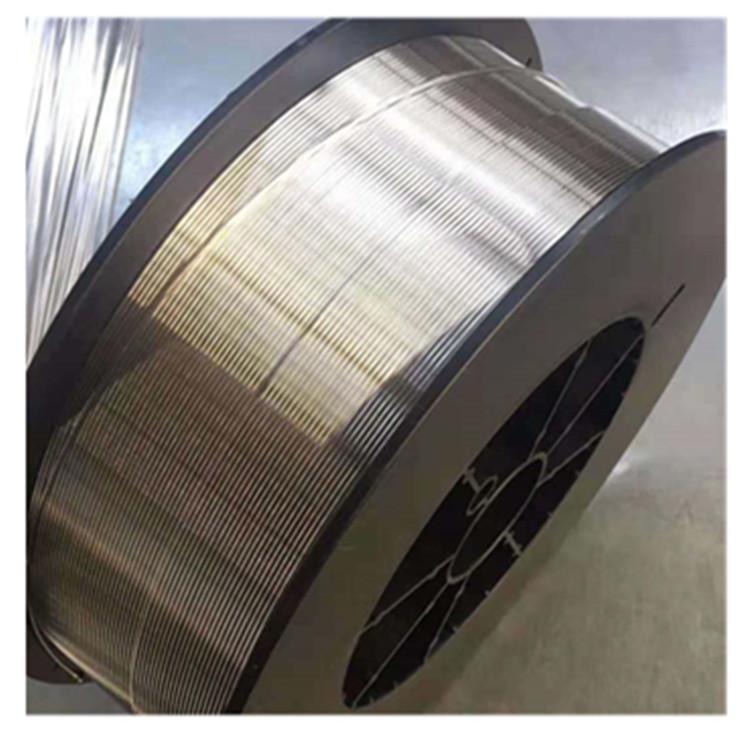
耐磨藥芯焊絲
|
型號(hào)介紹 |
|||||||||||||||||||||||||||||
|
產(chǎn)品的主要特點(diǎn) ● 合金堆焊藥芯焊絲 ● 堆焊后無(wú)裂紋 ● 耐磨工件堆焊 |
|||||||||||||||||||||||||||||
|
應(yīng)用領(lǐng)域 ● 模具專(zhuān)用 ● 熱鍛 ● 防震 |
|||||||||||||||||||||||||||||
|
型號(hào)規(guī)格 |
|||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||
|
產(chǎn)品描述 |
|||||||||||||||||||||||||||||
|
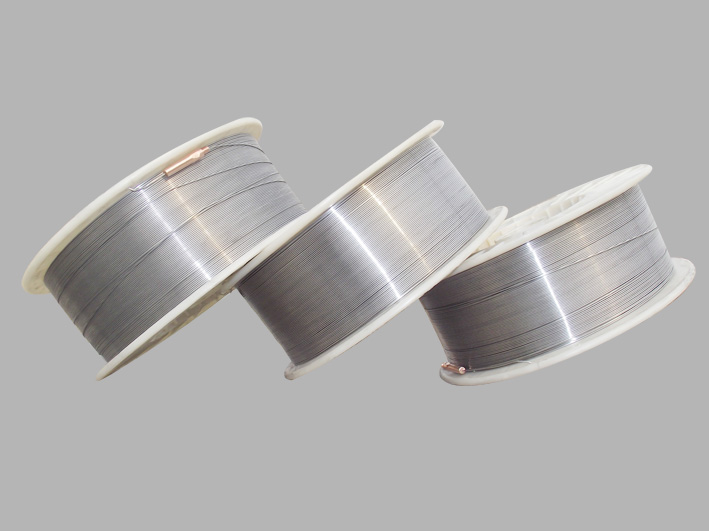
Descrtption: 微渣型渣系CO2氣體保護(hù)堆焊藥芯焊絲,堆焊時(shí)電弧穩(wěn)定,排渣容易,成型好。 主要應(yīng)用領(lǐng)域: 各類(lèi)汽車(chē)模具的堆焊修復(fù)和各類(lèi)耐磨表面修復(fù)。 堆焊層硬度: HRC 52 ~ 57。 ● 良好的堆焊性能
參考規(guī)范:
|
|||||||||||||||||||||||||||||
|
注意事項(xiàng) |
|||||||||||||||||||||||||||||
|
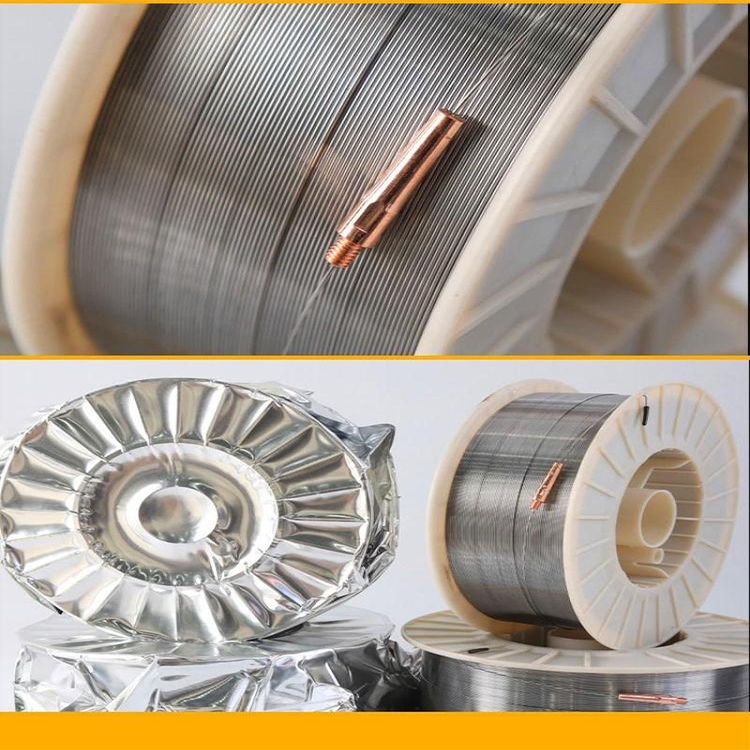
● 直流反向連接 ● 焊接時(shí),CO2氣體流量為20 ~ 25L/min; ● 線材的干伸長(zhǎng)率控制在15 ~ 25毫米范圍內(nèi) ● 通道之間的溫度建議保持在300 °C左右。 ● 焊接前,必須清除焊件,以去除鐵銹、油、水分等雜質(zhì)。 |
|||||||||||||||||||||||||||||
|
快速細(xì)節(jié) |
|||||||||||||||||||||||||||||
|
產(chǎn)地: 中國(guó)江蘇蘇州 分公司: 焊接材料® 材質(zhì): 耐磨藥芯焊絲 直徑: 1.2毫米 (0.047in) 1.6毫米 (0.063in) 熔點(diǎn): 國(guó)際標(biāo)準(zhǔn) 重量: 15千克/33lb 應(yīng)用: 堆焊 助焊劑含量: 國(guó)際標(biāo)準(zhǔn) OEM: 接受 閥芯: 塑料 |
|||||||||||||||||||||||||||||
|
供貨能力 |
|||||||||||||||||||||||||||||
|
供貨能力: 50噸/天 |
|||||||||||||||||||||||||||||
|
包裝和交付 |
|||||||||||||||||||||||||||||
|
包裝細(xì)節(jié) 15千克/閥芯 1噸/托盤(pán) 交貨時(shí)間: 確認(rèn)后25天內(nèi)
|


員產(chǎn)品")


入企業(yè)網(wǎng)站")