- «a(ch©Żn)ŲĘ
- ╣®æ¬(y©®ng)
- ╣½╦Š
- ą┬┬ä
|
|
||||||||||||||||||||||||||||

ČÓöĄ(sh©┤)ŪķørŽ┬├ōč§║═║ŽĮ╗»╩Ū═¼Ģr▀MąąĄ─Ż¼╝ė╚ļõōųąĄ─├ōč§ä®ę╗▓┐ĘųŽ¹║─ė┌õōĄ─├ō觯¼▐D(zhu©Żn)╗»×ķ├ō觫a(ch©Żn)╬’┼┼│÷Ż╗┴Ēę╗▓┐ät×ķõō╦«╦∙╬³╩šŻ¼Ų║ŽĮ╗»ū„ė├ĪŻį┌├ōč§▓┘ū„╬┤╚½▓┐═Ļ│╔Ū░Ż¼┼c├ōč§ä®═¼Ģr╝ė╚ļĄ─║ŽĮ▒╗õō╦«╬³╩š╦∙ŲĄĮĄ─║ŽĮ╗»ū„ė├ĘQ×ķŅA(y©┤)║ŽĮ╗»ĪŻ12Ż®│╔Ęų┐žųŲŻ║▒ŻūC│╔ŲĘõō│╔Ęų╚½▓┐Ę¹║Žś╦£╩ę¬Ū¾Ą─▓┘ū„ĪŻ│╔Ęų┐žųŲž×┤®ė┌Å─┼õ┴ŽĄĮ│÷õōĄ─Ė„éĆŁh(hu©ón)╣Ø(ji©”)Ż¼Ą½ųž³c╩Ū║ŽĮ╗»Ģrī”║ŽĮį¬╦ž│╔ĘųĄ─┐žųŲĪŻī”ā×(y©Łu)┘|(zh©¼)õō═∙═∙ę¬Ū¾░č│╔ĘųĄž┐žųŲį┌ę╗éƬMšŁĄ─ĘČć·ā╚(n©©i)Ż╗ę╗░Ńį┌▓╗ė░Ēæõōąį─▄Ą─Ū░╠ߎ┬Ż¼░┤ųąĪóŽ┬Ž▐┐žųŲĪŻ

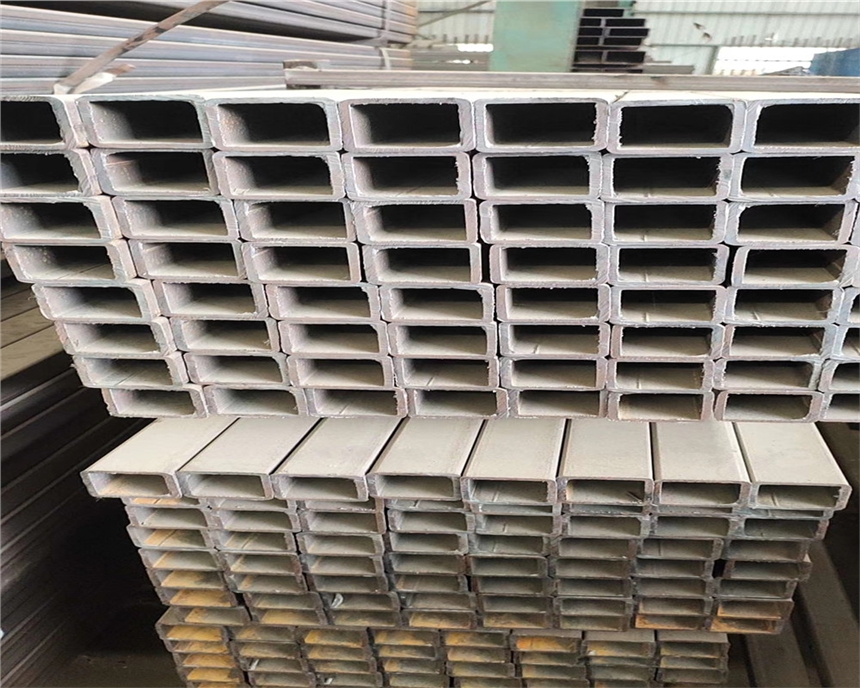
┐╔╔·«a(ch©Żn)ĘŪś╦ĘĮ╣▄ārĖ±Ą═Ż║╦═žø╔ŽķTĪŻ╣½╦Š╩Ūę╗╝ęęį╔·«a(ch©Żn)Šžą╬õō╣▄×ķų„Ą─ĘĮ╣▄ÅSū„×ķīŻśI(y©©)Šž╣▄╔·«a(ch©Żn)╝ė╣żŻ¼¤o┐pĘĮ╣▄╔·«a(ch©Żn)╝ė╣żŲ¾śI(y©©)Ż¼Šžą╬õō╣▄╔·«a(ch©Żn)╣ż╦ć▓╔ė├Ž╚▀MĄ─¤ß▄łõō╣▄╔·«a(ch©Żn)ŠĆ╔·«a(ch©Żn)Ż¼«a(ch©Żn)ŲĘõN═∙╚½ć°Ż¼▓ó▓┐Ęų│÷┐┌Ż¼═¼Ģrī”═Ō│ąöłüĒ┴Ž╝ė╣żśI(y©©)äš(w©┤)Ż¼┐╔Ė∙ō■(j©┤)┐═æ¶ąĶŪ¾╔·«a(ch©Żn)Ė„ĘNĘŪą═╠¢║═Ė„ĘNõō╠¢õō╣▄ĪŻ╣½╦Š╩Ūę╗╝ęīŻśI(y©©)╔·«a(ch©Żn)Ė▀Ņl║ĖĮėĘĮŠž╣▄Ą─╔·«a(ch©Żn)Ų¾śI(y©©)ĪŻ▄ćķg┼õéõėą30ŚlĖ▀Ņl║ĖĮė╔·«a(ch©Żn)ŠĆŻ¼▀@ą®Ž╚▀MĄ─įO(sh©©)éõŠ∙ė╔īŻśI(y©©)╗»Ą─╬óÖC▓┘ū„ĪŻū„×ķĘĮ╣▄ĪóŠž╣▄Ą─╔·«a(ch©Żn)╔╠ų«ę╗Ż¼╬ęéāĄ──Ļ«a(ch©Żn)┴┐Į³100╚fćŹĪŻ«a(ch©Żn)ŲĘĖ▓╔w20Ī┴ 20Ī¬ 600Ī┴ 600Ą─╠ž┤¾ą═ĘĮ╣▄Ż¼ęį╝░└õÅØ«Éą═╣▄Īóķ_┐┌ą═õōĪó¤ß▄łĘĮ╣▄ĪóĘŪś╦łA╣▄ĪŻ ╠ž┤¾ą═600Ī┴ 600Ī┴ 25ĘĮ╣▄╔·«a(ch©Żn)ŠĆĪó╔·«a(ch©Żn)ĘČć·100Ī┴ 100Ī¬ 600Ī┴ 600Ż¼▒┌║±2Ī¬ 25mmŻ¼▓─┘|(zh©¼)Ųš╠╝õōĪó▓╗õPõōĪóÕiõōĪó║ŽĮõōĪŻ▓ó┐╔╔·«a(ch©Żn)ÖEłAĪó┴Ōą╬Ą╚«Éą═╣▄ĪŻÅØŪ·┼żŪ·×ķ1Ż»1000ęįŽ┬ĪŻ
ĘĮ╣▄ 20*20*2
ĘĮ╣▄ 30*30*2
ĘĮ╣▄ 50*50*3
ĘĮ╣▄ 50*50*3.5
ĘĮ╣▄ 50*50*3.75
ĘĮ╣▄ 60*60*1.7
ĘĮ╣▄ 60*60*2
ĘĮ╣▄ 60*60*2.3
ĘĮ╣▄ 60*60*2.5
ĘĮ╣▄ 60*60*2.75
ĘĮ╣▄ 60*60*3
ĘĮ╣▄ 60*60*3.25
ĘĮ╣▄ 60*60*3.5
ĘĮ╣▄ 60*60*3.75
ĘĮ╣▄ 70*70*2.75
ĘĮ╣▄ 70*70*3
ĘĮ╣▄ 70*70*3.5
ĘĮ╣▄ 80*80*1.8
ĘĮ╣▄ 80*80*2
ĘĮ╣▄ 80*80*2.3
ĘĮ╣▄ 80*80*2.5
ĘĮ╣▄ 80*80*2.75
ĘĮ╣▄ 80*80*3
ĘĮ╣▄ 80*80*3.5
ĘĮ╣▄ 80*80*3.75
ĘĮ╣▄ 80*80*4
ĘĮ╣▄ 80*80*4.75
ĘĮ╣▄ 80*80*5
ĘĮ╣▄ 100*100*1.8
ĘĮ╣▄ 100*100*3-4-5-6-8-10
ĘĮ╣▄ 100*100*2.5
ĘĮ╣▄ 100*100*2.75
ĘĮ╣▄ 100*100*5
ĘĮ╣▄ 100*100*3.5
ĘĮ╣▄ 100*100*3.75
ĘĮ╣▄ 100*100*4
ĘĮ╣▄ 100*100*4.5
ĘĮ╣▄ 100*100*4.75
ĘĮ╣▄ 120*120*2.5
ĘĮ╣▄ 120*120*2.7
ĘĮ╣▄ 120*120*3.5
ĘĮ╣▄ 200*200*5.75┤¾┐┌ÅĮĘĮŠž╣▄Ż¼╩ŪĘĮą╬╣▄▓─Ą─ę╗ĘNĘQ#;Ż¼ę▓▒Ń╩Ū▀ģķL│ųŲĮĄ─Ą─õō╣▄ĪŻ╩ŪĦõō═©▀^╣ż╦ć╠Ä└ĒŠĒųŲČ°│╔ĪŻ│÷ę╗Śl╔ŅŠĆüĒ,;ę“×ķā×(y©Łu)┘|(zh©¼)Ą─õX╣▄╩Ū▒╚▌^╝āĄ─õX▓─╦∙ųŲ,;õX╦∙Š▀ėąĄ─┴╝║├čė╔ņąį.;«ö╚╗▀@ĘN║├▓─┴Žę╗░Ńė├į┌▄Ŗ╣ż«a(ch©Żn)śI(y©©)╗“╠ž╩ŌąąśI(y©©).;░čõX╣▄Ą─ā╚(n©©i)▒┌ė├└¹Ų„╣╬ĪŻ;ę╗░Ń╩Ū░čĦõō═©▀^▓░³Ż¼ŲĮ╠╣Ż¼Ū·š█Ż¼║ĖĮėśŗ(g©░u)│╔łA╣▄Ż¼į┘ė╔łA╣▄▄łųŲ│╔ĘĮą╬╣▄╚╗║¾╝¶Ūą│╔ąĶŪ¾ķLČ╚ĪŻ[ø_ē║─ŻŠ▀įO(sh©©)ėŗ]ø_ē║─ŻŠ▀Ą─░l(f©Ī)š╣ųž³c┼cš╣═¹░l(f©Ī)š╣ųž³cĄ─▀x╚Īæ¬(y©®ng)Ė∙ō■(j©┤)╩ął÷ąĶŪ¾Īó░l(f©Ī)š╣┌ģä▌║═─┐Ū░ĀŅørüĒ┤_Č©ĪŻ┐╔░┤«a(ch©Żn)ŲĘųž³cĪó╝╝ąg(sh©┤)ųž³c║═Ųõ╦¹ųž³cĘųäeöó╩÷ĪŻø_ē║─ŻŠ▀«a(ch©Żn)ŲĘ░l(f©Ī)š╣ųž³cø_ē║─ŻŠ▀╣▓ėą7ąĪŅÉŻ¼▓óėąę╗ą®░┤ŲõĘ■äš(w©┤)ī”Ž¾üĒĘQ║¶Ą─ę╗ą®ĘNŅÉĪŻ─┐Ū░╝▒ąĶ░l(f©Ī)š╣Ą─╩ŪŲ¹▄ćĖ▓╔w╝■─ŻŠ▀Ż¼ČÓ╣”─▄ĪóČÓ╣ż╬╗╝ē▀M─Ż║═Š½ø_─ŻĪŻ▀@ą®─ŻŠ▀¼F(xi©żn)į┌«a(ch©Żn)ąĶ├¼Č▄┤¾Ż¼░l(f©Ī)š╣Ū░Š░║├ĪŻŲ¹▄ćĖ▓╔w╝■─ŻŠ▀ųą░l(f©Ī)š╣ųž³c╩Ū╝╝ąg(sh©┤)ę¬Ū¾Ė▀Ą─ųą▐I▄ć┤¾ųąą═Ė▓╔w╝■─ŻŠ▀Ż¼ė╚Ųõ╩Ū═ŌĖ▓╔w╝■─ŻŠ▀ĪŻ
ė╔ė┌╦╣╠½Ā¢─”’L(f©źng)└õŠĆ└õģs─▄┴”(ų„ę¬ė╔’L(f©źng)ÖCĄ─ķ_åóČ╚üĒ┐žųŲ)╩▄Łh(hu©ón)Š│ė╚Ųõ╩ŪÜŌ║“Ą─ė░Ēæ▌^┤¾Ż¼╩╣Ą├’L(f©źng)ÖCĄ─ķ_åó┼c└õģs╦┘Č╚ų«ķgø]ėąŠĆąįĻP(gu©Īn)ŽĄŻ¼į┌š²│Ż╔·«a(ch©Żn)ųąæ¬(y©®ng)ļSĢr▀Mąą£y£žęį┐žųŲ└õģs╦┘Č╚ĪŻ3┐éĮY(ji©”)82AĖ▀╦┘ŠĆ▓─└ĒŽļĄ─═┬Įz£žČ╚×ķ910Ī½930Īµ(-4-10Īµ)Ż¼ļSÜŌ║“Ą─ūā╗»▀mČ╚š{(di©żo)š¹ĪŻŽÓūā▀^│╠ųą└õģs╦┘Č╚└ĒŽļĘČć·×ķ9Ī½12ĪµŻ»sĪŻ’L(f©źng)ÖCĄ─ķ_åóČ╚ī”ŽÓūā▀^│╠ė░Ēæ║▄┤¾Ż¼æ¬(y©®ng)Ė∙ō■(j©┤)īŹļH└õģs╦┘Č╚äėæB(t©żi)š{(di©żo)š¹└õģs│╠ą“Ż¼╩╣ŠĆ▓─ŽÓūā▀^│╠ųą£žČ╚▒Ż│ųĘĆ(w©¦n)Č©Ż¼╝┤Į³╦ŲĄ╚£ž▐D(zhu©Żn)ūāĪŻ
Ė∙ō■(j©┤)╣▄ŠW(w©Żng)ē║┴”Ą─ę¬Ū¾Ż¼░ū╠ņķ_Ė▀ōP│╠ÖC▒├Ż¼ę╣ķgķ_Ė▀ĪóĄ═ōP│╠ĮM║ŽŻ¼ėąą¦Ąž┐žųŲ┴╦│÷ÅS╦«ē║┴”Ż¼▒ŻūC┴╦Ąžģ^(q©▒)╣▄ŠW(w©Żng)║═┘e^Ė▀śŪĄ─ė├╦«Ż¼▓╔ė├▀@ą®Ą─ÖC▒├ĮM║ŽŻ¼╝╚╣Ø(ji©”)╝s┴╦ļŖ║─Ż¼ėų║Ž└ĒĄž┐žųŲ┴╦ē║┴”Ż¼▀@ą®ĘĮĘ©▒ŻūC┴╦ÖC▒├įO(sh©©)éõ░▓╚½▀\ąąĄ─Įø(j©®ng)Ø·ąįĪŻļSų°┐Ų╝╝Ą─▓╗öÓ░l(f©Ī)š╣Ż¼╦«▒├Ą─¼F(xi©żn)┤·╗»│╠Č╚ę▓▓╗öÓ╠ßĖ▀Ż¼£p╔┘┴╦įSČÓĄ─╚╦×ķ╣▄└Ē▓┘ū„ĪŻ¼F(xi©żn)į┌┤¾ČÓ▓╔ė├ėŗ╦ŃÖC▒O(ji©Īn)┐žĄ─ūįäė▓┘ū„─Ż╩ĮŻ¼▀@ę▓Š═ī”▓┘ū„╚╦åTĄ─ūį╔Ē╦ž┘|(zh©¼)╠ß│÷┴╦Ė³Ė▀Ą─ę¬Ū¾ĪŻę“×ķę╗┼_╦«▒├Ą─«É│ŻĀŅørĢ■ė░ĒæĄĮš¹Ė„╣®╦«ŽĄĮy(t©»ng)Ą─ŠW(w©Żng)Įj(lu©░)Ż¼įņ│╔ć└ųžĄ─║¾╣¹ĪŻī”ė┌DŻŠ1mmā╚(n©©i)▒┌¤oĘ©┘NŲ¼Ą─ŅA(y©┤)ųŲ┐┌Ż¼æ¬(y©®ng)▓╔ė├ļp▒┌å╬ė░āAą▒═ĖššĪŻī”ė┌DĪ▄1mmĄ─ŅA(y©┤)ųŲ┐┌Ż¼æ¬(y©®ng)▓╔ė├ļp▒┌ļpė░āAą▒═ĖššĪŻī”ė┌DŻŠ1mmā╚(n©©i)▒┌¤oĘ©┘NŲ¼Ą─╣╠Č©┐┌Ż¼æ¬(y©®ng)▓╔ė├ļp▒┌å╬ė░┤╣ų▒═ĖššĪŻ┐╔▓╔ė├▌^ąĪĄ─Į╣ŠÓ╗“ų▒Įėīó╔õŠĆÖCĘ┼į┌╣▄═Ō▒┌╔Ž═ĖššŻ¼Ą½▒žĒÜØMūŃÄū║╬▓╗ŪÕ╬·Č╚Ą─ę¬Ū¾ĪŻī”ė┌DĪ▄1mmĄ─╣╠Č©┐┌Ż¼æ¬(y©®ng)▓╔ė├ļp▒┌ļpė░┤╣ų▒═ĖššŻ¼×ķ┴╦▒ŻūC║Ė┐p1%Ą─═Ėšš┬╩║═┤_Č©╚▒Ž▌Ą─£╩┤_╬╗ų├Ż¼æ¬(y©®ng)├┐Ė¶12ĪŃššę╗ÅłŲ¼ĪŻ

 ĪĪĪĪ
ĪĪĪĪŲĘ")


ŠW(w©Żng)šŠ")









