- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
(1)特大型600× 600× 25方管生產(chǎn)線、生產(chǎn)范圍100× 100— 600× 600,壁厚2— 25mm,材質(zhì)普碳鋼、不銹鋼、錳鋼、合金鋼。并可生產(chǎn)橢圓、菱形等異型管。


(2)高精度冷管及開口型鋼生產(chǎn)線20× 20— 150× 150,壁厚0.8— 8mm. 承攬高精密方矩管,可生產(chǎn)三角形、八棱型、六棱型、橢圓及其它異型,并可生產(chǎn)8mm以下各型開口型鋼。
(3)厚壁圓管改徑設(shè)備,可生產(chǎn)非標(biāo)厚壁圓大可到25mm,包括190× 20,216× 20,267× 20等非標(biāo)等徑,具體可協(xié)商制造。
(4)熱軋方管試制投入50× 50— 250× 250,2— 18mm可生產(chǎn)熱軋異型、歐標(biāo)、美標(biāo)產(chǎn)品、直角方管,可保證方管的各種機(jī)械性能。一、無縫方管簡介:
威海120*80*4Q345B方管多少錢一米玻璃幕墻用Q355B方管
Thirdwavesystems公司的“advantedge”是采用有限元法對切削加工進(jìn)行特殊優(yōu)化解析的軟件產(chǎn)品,與用于構(gòu)造解析的有限元法程序包比較,其優(yōu)點是用戶界面優(yōu)良,機(jī)械加工的技術(shù)人員能方便地進(jìn)行解析。美國scientificformingtechnologies公司的“deform”是鍛造等塑性變形加工用有限元法解析程序包,近已被轉(zhuǎn)用于切削加工。切削過程是切屑、被加工材料的彈性變形和塑性變形的變形過程,與沖壓、鍛造等塑性變形比較,變形速度(單位時間產(chǎn)生的變形量)非常大,由此產(chǎn)生的塑性變形能量和前刀面上由摩擦產(chǎn)生的能量將引起發(fā)熱,從而使溫度大幅度升高,刀尖在連續(xù)而狹小的范圍使被加工材料破壞、分離成切屑和已加工面等,這是切削過程的顯著特征。
用游標(biāo)卡尺可以測量線芯。(這也是國標(biāo)和非標(biāo)明顯的區(qū)別國標(biāo)線材的直徑1.mm2直徑為1.13mm。m2(1.37mm).2.5mm2(1.76mm).4.mm2(2.24).6.mm2(2.73mm).1mm2(1.33mm*7).16mm2(1.7mm*7).25mm2(2.12mm*7)絕緣線材又可按每根導(dǎo)線的股數(shù)分為單股線和多股線,通常6平方毫米以上的絕緣線材都是多股線,6平方毫米及以下的絕緣線材可以是單股線,也可以是多股線,我們又把6平方毫米及以下單股線稱為硬線,多股線稱為軟線。
所以重要零件(或特殊材料)正火+高溫回火是十分必要的。當(dāng)淬透性比較好的材料正火時,就需要進(jìn)行高溫回火,因為淬透性好的材料正火后,硬度比較高如:2Cr2Ni4,18Cr2Ni4W,等.要進(jìn)行一次高溫回火。T1T2T11T12T22T23T912Cr1315CrMoG12Cr1MoVGR12T92鍋爐用鋼都需要正火+回火的,回火主要是穩(wěn)定組織,使其能在高溫高壓下有一定的高溫持久性能,蠕變強度,持久強度。共析鋼碳溶解在鐵的晶格中形成固溶體,碳溶解到α——鐵中的固溶體叫鐵素體,溶解到γ——鐵中的固溶體叫奧氏體。鐵素體與奧氏體都具有良好的塑性。當(dāng)鐵碳合金中的碳不能全部溶入鐵素體或奧氏體中時,剩余出來的碳將與鐵形成化合物——碳化鐵(Fe3C)這種化合物的晶體組織叫滲碳體,它的硬度極高,塑性幾乎為零。從反映鋼的組織結(jié)構(gòu)與鋼的含碳量和鋼的溫度之間關(guān)系的鐵碳平衡狀態(tài)圖上可見,當(dāng)碳的含量正好等于.77%時,即相當(dāng)于合金中滲碳體(碳化鐵)約占12%,鐵素體約占88%時,該合金的相變是在恒溫下實現(xiàn)的。
無錫大口徑矩形方管廠家供貨-無錫大口徑方矩管廠是一種具有中空截面周邊沒有接縫的長條鋼材。鋼管具有中空截面,大量用作輸送流體的管道,如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較輕,是一種經(jīng)濟(jì)截面鋼材,廣泛用于制造結(jié)構(gòu)件和機(jī)械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等。 北方工業(yè)大學(xué)的學(xué)者為了研究成形工藝對于產(chǎn)品的不同影響,以規(guī)格為100mm×100mm×6mm,材料為Q235的兩種成形工藝的方管為研究對象,采用鉆孔法對方管各個部位的殘余應(yīng)力進(jìn)行了測量,并觀測了焊縫處的顯微組織。研究結(jié)果表明,不同成形工藝對縱向殘余應(yīng)力的分布影響較大,焊縫處的殘余應(yīng)力大。此外,圓環(huán)截面在承受內(nèi)部或外部徑向壓力時,受力較均勻,因此,絕大多數(shù)鋼管是圓管。但是,圓管也有一定的局限性,如在受平面彎曲的條件下,圓管就不如方、矩形管抗彎強度大,一些農(nóng)機(jī)具骨架、鋼木家具等就常用方、矩形管。根據(jù)不同用方管的力學(xué)性能。二:生產(chǎn)流程及分類:
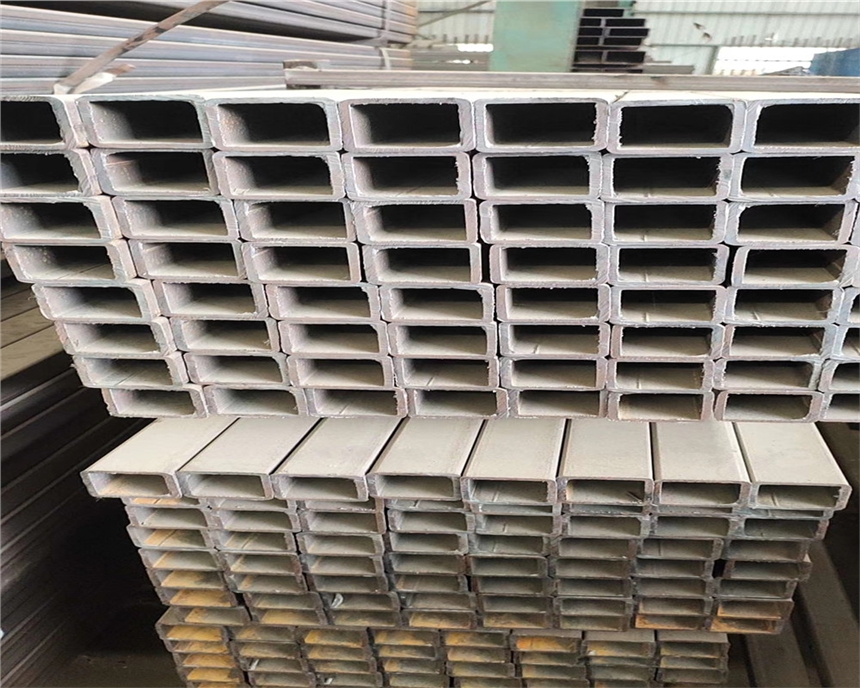


1、按生產(chǎn)分類 (1)無縫管——熱軋管、冷軋管、冷拔管、管、頂管(2)焊管(a)按工藝分——電弧焊管、電阻焊管(高頻、低頻)、氣焊管、爐焊管(b)按焊縫分——直縫焊管、螺旋焊管 2、按斷面形狀分類 (1)簡單斷面鋼管——圓形鋼管、方形鋼管、橢圓形鋼管、三角形鋼管、六角形鋼管、菱形鋼管、八角形鋼管、半圓形鋼圓、其他(2)復(fù)雜斷面鋼管——不等邊六角形鋼管、五瓣梅花形鋼管、雙凸形鋼管、雙凹形鋼管、瓜子形鋼管、圓錐形鋼管、波紋形鋼管、表殼鋼管、其他3、按壁厚分類——薄壁鋼管、厚壁鋼管 4、按用途分類——管道用鋼管、熱工設(shè)備用鋼管、機(jī)械工業(yè)用鋼管、石油、地質(zhì)鉆探用鋼管、容器鋼管、化學(xué)工業(yè)用鋼管、特殊用途鋼管。無錫大口徑矩形方管廠家供貨-無錫大口徑方矩管廠, (2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成方管后采用自動埋弧焊補焊。(3)成型前,帶鋼經(jīng)過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。(4)采用電接點壓力表控制輸送機(jī)兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。 鋼筋型號:鋼筋種類很多,通常按化學(xué)成分、生產(chǎn)工藝、軋制外形、供應(yīng)形式、直徑大小,以及在結(jié)構(gòu)中的用途進(jìn)行分類: (1)按軋制外形分①光面鋼筋:I級鋼筋(Q235鋼鋼筋)均軋制為光面圓形截面,供應(yīng)形式有盤圓,直徑不大于10mm,長度為6m~12m。
三:無縫方管的重量計算公式:
[1]方管重量計算公式:4*壁厚*(邊長-壁厚)*7.85 矩形管重量計算公式:(周長3.14-壁厚)*壁厚*0.02466。
公司網(wǎng)址:http://.lcxtgg.com四:無縫方管:
1:GBT3094-2000:,冷拔異型鋼管
2:GBT6728-2002:,結(jié)構(gòu)用冷彎空心型鋼
3:ASTM A 500:美國,結(jié)構(gòu)用碳素鋼冷成型圓截面和異型截面焊接鋼管和無縫管
4:JIS G 3466:,一般構(gòu)造用角型鋼管
5:DIN EN 10210:歐洲,非合金和細(xì)晶粒結(jié)構(gòu)鋼及熱精加工結(jié)構(gòu)空心型材
6:DIN EN 10219:歐洲,非合金和細(xì)晶粒結(jié)構(gòu)鋼及冷彎成型空心型材
7:GBT 178-2005:,建筑結(jié)構(gòu)用冷彎矩形鋼管
威海120*80*4Q345B方管多少錢一米玻璃幕墻用Q355B方管在高溫下燒結(jié)的青瓷器,其胎骨的玻化程度高,而且由于坯料加工精細(xì),其他雜質(zhì)很少,同時在其表面施一層青色玻璃質(zhì)釉,使得這種青瓷制品異常美觀、堅硬,標(biāo)志著陶瓷生產(chǎn)進(jìn)入一個新的時代。宋元時期古代工匠除了采用百煉鋼技術(shù)以外,還采用了熟鐵和生鐵合煉的技術(shù)。“團(tuán)鋼”和“灌鋼”技術(shù),實際上都屬于液體滲碳制鋼法。北宋的沈括在《夢溪筆談》中描述了團(tuán)鋼的制備方法,是“用“柔鐵”盤屈之,乃以“生鐵”陷其間,泥封煉之,鍛令相入,謂之“團(tuán)鋼”。
無錫大口徑矩形方管廠家供貨-無錫大口徑方矩管廠, 4、石油地質(zhì)鉆探用管。如:石油鉆探管、石油鉆桿(方鉆桿與六角鉆桿)、鉆挺、石油油管、石油套管及各種管接頭、地質(zhì)鉆探管(巖心管、套管、鉆桿、鉆挺、按箍及銷接頭等)。, 水壓試驗:在水壓試驗機(jī)上對擴(kuò)徑后的進(jìn)行逐根檢驗以保證達(dá)到要求的試驗壓力,該機(jī)具有自動記錄和儲存功能;此外由于它和往復(fù)式隔膜泵、轉(zhuǎn)子泵、磁力泵、軟管泵等結(jié)構(gòu)有本質(zhì)不同,因而其研究開發(fā)及市場應(yīng)用潛力大。工業(yè)發(fā)達(dá)無泄漏泵年產(chǎn)量占泵年產(chǎn)量5%~2%;而我國無泄漏泵年產(chǎn)量占總產(chǎn)量3%左右,是急待發(fā)展的產(chǎn)品。環(huán)形隔膜泵獨特的性能和良好的通用性和互換性,使之特別適用化工、輕工、食品工業(yè)流程用泵的更新,使運行成本降低,維護(hù)和操作方便,以提高經(jīng)濟(jì)效益。據(jù)對某酒精廠和果糖廠用泵情況調(diào)查,兩單位使用近36臺泵輸送油、水、酒精、酒漿、糖漿、添加劑等不同介質(zhì),其壓差為P=.2~.5MPa,流量Q=5~4m3/h;選用了油泵、不銹鋼泵、單螺桿泵、屏蔽泵、清水泵等十多個品種,5個規(guī)格的產(chǎn)品,運行管理和維護(hù)更換零件不方便。用浮選去除礦藏中的鐵,能夠到達(dá)比其他辦法更好的成果。因為它不只能夠去除單體的含鐵礦藏,也能夠去除帶有鐵質(zhì)薄膜的石英顆粒,以及黏土礦藏。所以,國外許多石英砂選礦廠都選用了浮選法。浮選法的缺陷是,要想去除鐵雜質(zhì),就需求進(jìn)一步下降石英砂的粒度,使之呈單體解離狀況,因而,浮選關(guān)于粗粒來說適應(yīng)性差,而石英砂的粒度規(guī)模對浮選來說是較粗的。此外,還要特別考慮浮選藥劑對周圍環(huán)境污染的問題。薄膜鐵的去除辦法因為薄膜鐵的存在,往往經(jīng)過簡略的水洗及重磁選流程依然不能滿意出產(chǎn)合格砂的要求。冷軋板帶鋼軋機(jī)按其作業(yè)制度的不同,共有三種速度制度。即轉(zhuǎn)向、轉(zhuǎn)速不變的定速軋制,可調(diào)速的可逆軋制,固定轉(zhuǎn)向的可調(diào)速軋制。向、轉(zhuǎn)速不變的定速軋制這種速度制度,主要用在小型冷軋窄帶鋼的二輥、四輥軋機(jī)。通常二輥軋機(jī)的輥徑D≤35mm輥身長度L≤5mm;四輥軋機(jī)的工作輥直徑D工≤2mm支撐輥直徑D支≤4mm輥身長度L≤5mm因這類軋機(jī)在啟動過程、制動過程帶厚可能超差,另外,這類軋機(jī)目前仍達(dá)都采用人工手動測厚和調(diào)整,故軋制速度為.5m/s。調(diào)速的可逆軋制鋼卷通過開卷、直頭送入軋機(jī)后,在前后卷曲機(jī)上咬住帶鋼頭尾,進(jìn)行往復(fù)軋制。每道次都要經(jīng)過加速、減速、停車、換向等過程。速度太高,過渡時間長,帶鋼超差長度增加。此外,軋制的板卷重量一般在5-3噸,限制了速度的提高。另外,通過焊縫時,要減速,故軋制速度一般在5-2m/s。連軋機(jī)組的速度制度冷連軋機(jī)生產(chǎn)的特點是速度高(2-4m/s),生產(chǎn)能力大,軋制板卷重4-6噸。軋制時先采用低速軋制約1-3m/s,待通過各機(jī)架并由張力卷取機(jī)卷上之后,同步加速到軋制速度,進(jìn)入穩(wěn)定軋制階段。為使系統(tǒng)按設(shè)計工況運行,除應(yīng)認(rèn)真仔細(xì)地進(jìn)行相關(guān)計算外,還應(yīng)在選擇水泵時將水泵的工作點選擇在工作點左側(cè)適當(dāng)?shù)奈恢茫苑浪脤嶋H工作點超出一定范圍處于不經(jīng)濟(jì)的運行狀況,影響系統(tǒng)正常運行。環(huán)水泵的技術(shù)經(jīng)濟(jì)分析3.1循環(huán)水泵的臺數(shù)選擇《采暖通風(fēng)與空氣調(diào)節(jié)設(shè)計規(guī)范》(GBJ19-87,21年版)第6.1.11條規(guī)定:冷水泵(一次泵)的臺數(shù)及流量,應(yīng)與制冷機(jī)的臺數(shù)及設(shè)計工況下的流量相對應(yīng)。二次泵的設(shè)置,應(yīng)根據(jù)冷水系統(tǒng)的大小、各并聯(lián)環(huán)路壓力損失的差異程度、使用條件和調(diào)節(jié)要求等通過技術(shù)經(jīng)濟(jì)比較確定。


品")


入企業(yè)網(wǎng)站")









