- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||



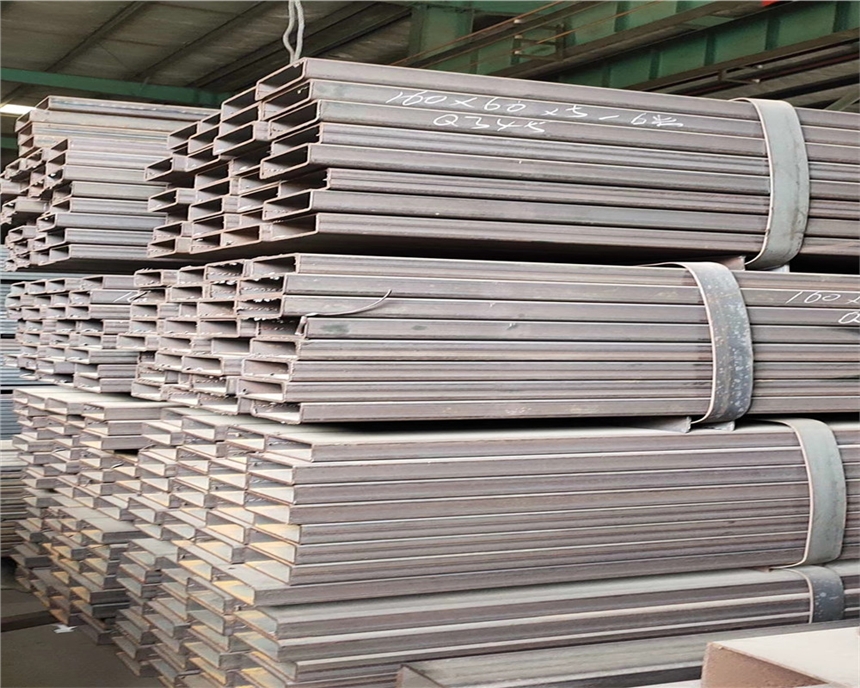
 方管產品說明
方管產品說明
荊門70*70*4低合金方管廠家現貨工程建筑用Q355B方管方管是一種空心方形的截面輕型薄壁鋼管,也稱為鋼制冷彎型材。它是以Q235熱軋或冷軋帶鋼或卷板為母材經冷彎曲加工成型后再經高頻焊接制成的方形截面形狀尺寸的型鋼。熱軋特厚壁方管除壁厚增厚外情況,其角部尺寸和邊部平直度均達到甚至超過電阻焊冷成型方管的水平。

直連網的調節方法可以推廣到間連網和混連網。未裝溫控閥分階段變流量運行系統的調節控制分階段變流量是把整個采暖季分為幾個階段,在每個階段內流量保持不變,但從某一階段過渡到另一階段時,流量發生改變。整個采暖季分為供暖初期—嚴寒期—供暖末期三個階段,熱網流量為小流量—大流量—小流量三個流量值。從整個供暖季看,流量不再是完全固定不變。因此對于這種運行模式,上節所述調節方法就不一定全部合適。從上節所述可以看出,只要對直連網的調節論述清楚,間連網、混連網的調節就可以舉一反三推知。
這樣的坡口型式對自動焊接是一個巨大的挑戰。根據以往經驗確定了自動焊試驗焊接工藝參數。采用以上參數進行自動焊接試驗,試驗焊接中發現自動焊縫易出現缺陷有層間未熔合、側壁未熔合、密集氣孔、仰焊部位余高超標等。在試焊過程中,電流在2~235電壓在2~23V、送絲速度在42~48in/min、焊接速度在2~5in/min時,試驗焊接中發現FF3焊縫上幾乎未出現層間未熔合情況、坡口未熔合及密集氣孔情況。 方管用途
方管 的用途有建筑,機械制造,鋼鐵建設等項目, 造船,太陽能發電支架,鋼結構工程,電力工程,電廠,農業和化學機械,玻璃幕墻,汽車底盤,機場,鍋爐建造,高速路欄桿,房屋建筑,等。
鍍鋅方管分類
方管生產工藝分類
方管按生產工亮光退火仍堅持其反射表面,而且不發生氧化皮。因為亮光退火進程中不發生氧化反響,所以,不需求再進行酸洗和鈍化處理。拋光表面加工No.3:由3A和3B標明。"3A:表面經過均勻地研磨,磨料粒度為8~1。:毛面拋光,表面有均勻的直紋,一般是用粒度為18~2的砂帶在2A或2B板上一次拋磨而成。No.4:單向表面加工,反射性不強,這種表面加工或許在建筑運用頂用處廣。其工藝進程是先用粗磨料拋光,終究再用粒度為18的磨料研磨。藝分:熱軋無縫方管、冷拔無縫方管、擠壓無縫方管、焊接方管。
其中鍍鋅方管又分為:
(a)按工藝分——電弧焊方管、電阻焊方管(高頻、低頻)、氣焊方管、爐焊方管
(b)按焊縫分——直縫焊方管、螺旋焊方管
方管材質分類
方管按材質分: 普碳鋼方管、低合金方管。普碳鋼分為:Q195、Q215、Q235、SS400、20#鋼、45#鋼等;低合金鋼分為Q345、16Mn、Q390、ST52-3等。
方管生產標準分類
方管按生產標準分:國標方管,日標方管,英制方管,美標方管,歐標方管,非標方管。
方管斷面形狀分類
為了便于成型加工,添加了熱穩定劑等改性劑,但這只能緩解PVC.U的分解及升高分解溫度,不能從根本上改變PVC.U易分解的特性。所以加工條件是首要因素。PVC.U專用注塑機的機筒溫度控制靈敏,并且設有壓縮空氣(鼓風)控溫系統,能夠滿足這方面的加工要求。PVC.U熔體屬非牛頓型熔體,其熔體粘度的變化與剪切速率的關系如圖1所示。為了增大流動性和降低粘度,提高溫度不僅作用不大而且不利于加工,一般采用提高螺桿與材料之間的摩擦系數及背壓來控制。
堆放時下一層的管子應固定好,堆垛兩側宜打短樁,以防坍落。公稱直徑25毫米以內的管子,堆垛高度不得大于1.5米;公稱直徑在25毫米以上者,堆垛高度不得大于2米。孔4.1鉆孔前準備工作:4.1.1作好的料、現場、打井機具等準備工作。2鉆機進入井場,安裝前應根據地形條件和當時的氣候、風向,盡量使操作人員處于背風方向。安裝鉆機時,要用水平尺進行測量,使鉆機處于水平狀態。井架豎起后纖繩要拉緊、固定牢靠。
3.4低硅冶煉降低生鐵含硅,實施低硅冶煉并提高爐溫穩定率,也是重要的節能降耗的技術措施。調整爐渣制度,保證充沛的渣鐵熱量和良好的流動性,促進爐缸工作的進一步改善,以利于低硅冶煉。目前2#高爐爐渣堿度提高至1.10~1.20倍,控制鐵水溫度在1490℃~1510℃,保證了熱量收支平衡和高爐安全運行。由于宣鋼入爐原料中TiO2含量相對偏高,據有關資料介紹,當生鐵中[Ti]含量達到0.080%以上時將會起到護爐作用,或多或少的會影響爐缸工作狀態。
經過3個月的聯合技術攻關,京唐公司成功開發出車輪鋼低溫軋制新技術,成為國內少數掌握此項軋制技術的鋼廠。4月份,京唐公司熱軋部利用攻關技術成果試軋了380CL車輪鋼,成卷厚度分別為6.85毫米、7毫米和15.5毫米,寬度為1630毫米,開軋溫度降低到1137度,軋制一次成功,尾部5米和10米取樣檢測,力學性能完全符合技術要求,且表面質量比普通工藝軋制有較大提高。















