- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||


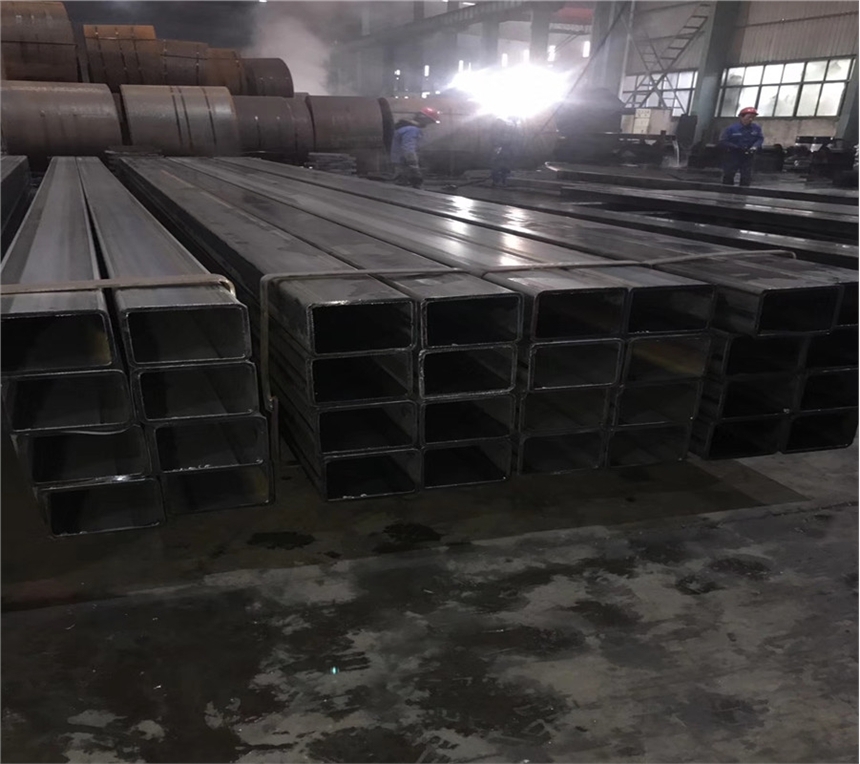
無縫方管,是四方四角的鋼管,由無縫鋼管冷拔擠壓成型的方型鋼管,無縫方管和焊接方管有著本質的差別。鋼管具有中空截面,大量用作輸送流體的管道。

鋼管與圓鋼等實心鋼材相比,在抗
彎抗扭強度相同時,重量一般較輕,是一種經濟截面鋼材,廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等。用鋼管制造環形零件,可提高材料利用率,簡化制造工序,節約材料和加工工時,如滾動軸承套圈、千斤頂套等。2013年已用鋼管來制造。鋼管還是各種常規武器不可缺少的材料,管、炮筒等都要鋼管來制造。鋼管按橫截面積形狀的不同可分為圓管和異型管。由于在周長相等的條件下,用圓形管可以輸送更多的流體。圓環截面在承受內部或外部徑向壓力時,受力較均勻,絕大多數鋼管是圓管。
瀘州350*150*14Q345b低合金方管價格行情無錫高頻焊管廠家
也可使導管不伸出爐外,這樣就不用拔了。出渣出鐵:開爐后的次鐵能否順利流出,是整個開爐工作的重點,因此出鐵前應從組織與技術措施上做好鐵口難開、流速過小或過大、鐵口凍結等方面的充分準備。出次鐵的時間根據爐缸容鐵量而定,一般達到正常許可容鐵量的1/2左右就可以出次鐵,約在20h以上。死鐵層越深,出次鐵的時間越晚。有渣口的高爐應先放上渣。中修開爐,因爐缸冷凝渣鐵多,爐缸容鐵少,出次鐵的時間應早一些,一般在點火后16h左右出鐵,而且往往先不放上渣,待鐵口正常出三次鐵后再放上渣。
所以凡是遇到進行間斷切削的場合,那將應該想到將車削加工改為車-銑加工。優良的斷屑加工:多次加工實踐證明,對某些零件材料,采取車-銑加工代替車削加工,可以消除以往的纏繞在刀頭的“鳥窩”狀切屑的現象。因為切削中復合了具有天然斷屑加工優勢的銑削加工,將連續切屑折斷成容易排除的小碎片。柔性軸加工:當車削長而細且中間還不能支撐的零件,使用車-銑加工能較好地防止零件在加工中產生撓(彎)曲。與車削相比,理論上講,銑削能夠在刀具承受很小壓力的情況下切削零件。















