- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||


當兩個互相摩擦的零件配合時,由于零件表面粗糙不平,只有零件表面一些凸峰相互接觸,而不是全部表面配合接觸。由于實際接觸面積小,因此單位面積上壓力很大。當零件相互摩擦時,表面凸峰很快被壓扁壓平,產生劇烈磨損,從而影響零件的配合性質。同時,粗糙表面的耐腐蝕性比光滑表面差,因為腐蝕性物質容易在粗糙表面的凹谷里和裂縫處,并逐漸擴大其腐蝕作用。同時,在外力作用下,粗糙表面極易產生應力集中,使零件表面產生顯微裂紋,降低零件的疲勞強度。

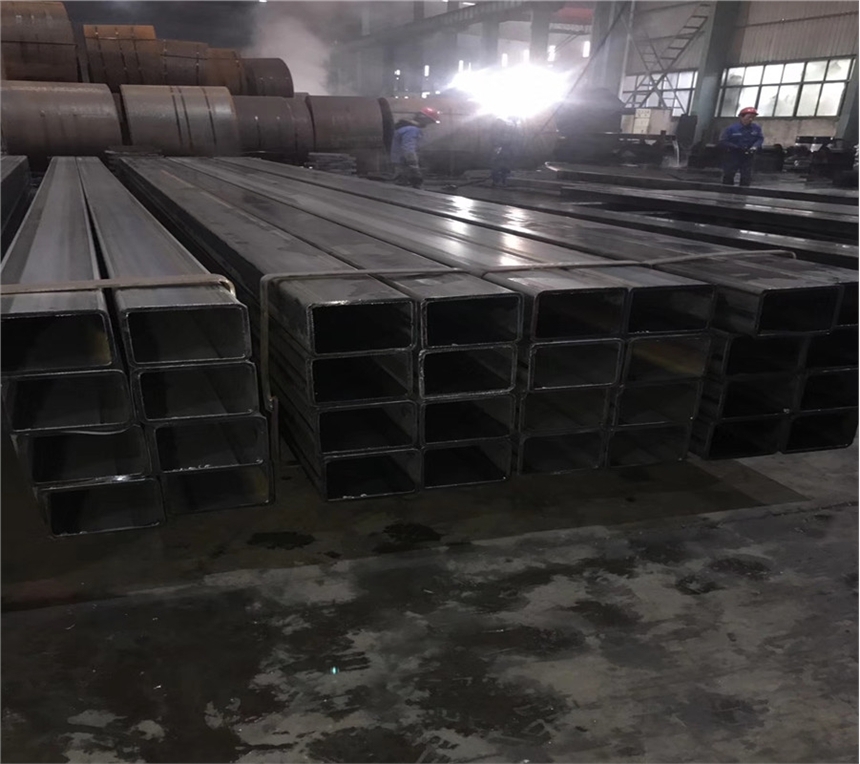
可生產非標方管價格低:送貨上門。公司是一家以生產矩形鋼管為主的方管廠作為專業矩管生產加工,無縫方管生產加工企業,矩形鋼管生產工藝采用先進的熱軋鋼管生產線生產,產品銷往全國,并部分出口,同時對外承攬來料加工業務,可根據客戶需求生產各種非型號和各種鋼號鋼管。公司是一家專業生產高頻焊接方矩管的生產企業。車間配備有30條高頻焊接生產線,這些先進的設備均由專業化的微機操作。作為方管、矩管的生產商之一,我們的年產量近100萬噸。產品覆蓋20× 20— 600× 600的特大型方管,以及冷彎異型管、開口型鋼、熱軋方管、非標圓管。 特大型600× 600× 25方管生產線、生產范圍100× 100— 600× 600,壁厚2— 25mm,材質普碳鋼、不銹鋼、錳鋼、合金鋼。并可生產橢圓、菱形等異型管。彎曲扭曲為1/1000以下。
方管 20*20*2
方管 30*30*2
方管 50*50*3
方管 50*50*3.5
方管 50*50*3.75
方管 60*60*1.7
方管 60*60*2
方管 60*60*2.3
方管 60*60*2.5
方管 60*60*2.75
方管 60*60*3
方管 60*60*3.25
方管 60*60*3.5
方管 60*60*3.75
方管 70*70*2.75
方管 70*70*3
方管 70*70*3.5
方管 80*80*1.8
方管 80*80*2
方管 80*80*2.3
方管 80*80*2.5
方管 80*80*2.75
方管 80*80*3
方管 80*80*3.5
方管 80*80*3.75
方管 80*80*4
方管 80*80*4.75
方管 80*80*5
方管 100*100*1.8
方管 100*100*3-4-5-6-8-10
方管 100*100*2.5
方管 100*100*2.75
方管 100*100*5
方管 100*100*3.5
方管 100*100*3.75
方管 100*100*4
方管 100*100*4.5
方管 100*100*4.75
方管 120*120*2.5
方管 120*120*2.7
方管 120*120*3.5
方管 200*200*5.75大口徑方矩管,是方形管材的一種稱#;,也便是邊長持平的的鋼管。是帶鋼通過工藝處理卷制而成。出一條深線來,;因為優質的鋁管是比較純的鋁材所制,;鋁所具有的良好延伸性.;當然這種好材料一般用在軍工產業或特殊行業.;把鋁管的內壁用利器刮。;一般是把帶鋼通過拆包,平坦,曲折,焊接構成圓管,再由圓管軋制成方形管然后剪切成需求長度。制造方法首先按焊接法分類,將采用率和可靠性高的埋弧焊(SubmergedArcWelding)鋼管稱為SAW鋼管。本文討論的大口徑鋼管主要以這種SAW鋼管為對象。SAW鋼管又分為縱向焊接的埋弧焊直縫鋼管L-SAW和螺旋焊的埋弧焊螺旋鋼管H-SAW。L-SAW鋼管有適合大批量生產的UO成型法、適合品種多量少的彎曲輥法和壓力機床法。JCOE成型法是介于UO成型法和壓力機床法之間的方法。在壓力的末段是否有擴徑工序對鋼管性能有很大影響,有無該工序也是分類方法之一。
將原材料鋼絲拉拔到2.8mm后進行熱處理獲得珠光體組織,再經冷拉變形到1.5mm和0.8mm。相應的三種鋼絲應變量分別為0、1.24和2.5。用試驗機測定了鋼絲的強度和塑性。隨著應變量的增大,珠光體團將朝拉拔方向轉動,導致珠光體片層彎曲和扭轉。珠光體片層均趨向于拉拔方向排列,片層間距減小,鐵素體和滲碳體都產生一定的塑性變形。經過深度拉拔后的珠光體組織,由于受到強烈的變形,形成亞微米晶和納米晶,造成衍射峰強度降低,衍射峰寬化,并隨應變的增加而左移。
它能溶于水,是有害成分,應漂洗干凈。由于鈍化膜中的大量3價鉻化物難溶于水,隔絕了空氣中的氧氣和水分的滲入,封閉了鍍鋅層的孔隙(尤其是電鍍鋅層)。少量的6價鉻分布于膜內,可對被擦掉的鈍化膜起到修復作用,使輕度撕破的被膜重新完整起來。鈍化膜厚度約.5~1μm,性質穩定,組織細密,呈透明的金屬顏色。被膜導電性稍差,不利于碰焊作業。鈍化膜在7℃以上溫度烘干時,其耐腐蝕性很差。厚的鈍化膜呈橙黃色。薄的鈍化膜呈彩虹色。