- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
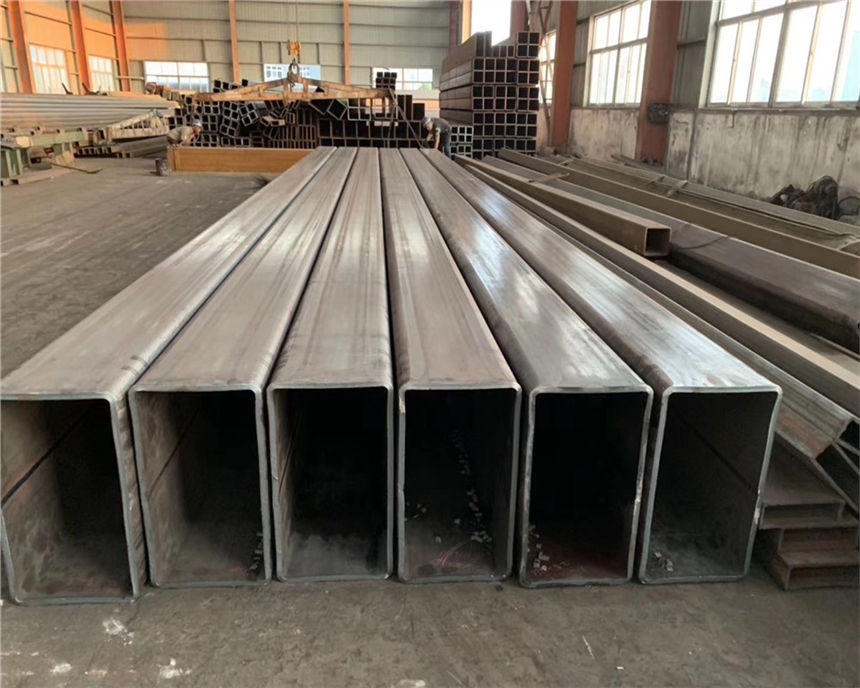
 無錫征圖鋼管有限公司成立于2007年、專業生產方管、無縫鋼管、矩形管、矩形方管、無縫方管、方鋼管、鍍鋅方管、焊管方管、矩型管、鋼方管、方矩管、熱鍍鋅方管、低合金方 管、Q345B方管、Q345D方型鋼管、方管矩形管、方矩型管、方管矩形管、非標方管、國標方管等鋼管型鋼;鍍鋅分廠還專業生產加工熱鍍鋅方管、熱鍍鋅 矩形管、熱鍍鋅方矩管、熱鍍鋅無縫方管、熱鍍鋅焊接方管等鋼結構材料。
無錫征圖鋼管有限公司成立于2007年、專業生產方管、無縫鋼管、矩形管、矩形方管、無縫方管、方鋼管、鍍鋅方管、焊管方管、矩型管、鋼方管、方矩管、熱鍍鋅方管、低合金方 管、Q345B方管、Q345D方型鋼管、方管矩形管、方矩型管、方管矩形管、非標方管、國標方管等鋼管型鋼;鍍鋅分廠還專業生產加工熱鍍鋅方管、熱鍍鋅 矩形管、熱鍍鋅方矩管、熱鍍鋅無縫方管、熱鍍鋅焊接方管等鋼結構材料。
 貴港200*150*14T700材質方管計算公式無錫高頻焊管廠家FANUCOi數控系統里設定參數實現剛性攻絲1兩種攻絲方式的比較以前的加工中心為了攻絲,一般都是根據所選用的絲錐和工藝要求,在加工程序中編入一個主軸轉速和正/反轉指令,然后再編人G84/G74固定循環,在固定循環中給出有關的數據,其中Z軸的進給速度是根據F=絲錐螺距×主軸轉速得出,這樣才能加工出需要的螺孔來。雖然從表面上看主軸轉速與進給速度是根據螺距配合運行的,但是主軸的轉動角度是不受控的,而且主軸的角度位置與Z軸的進給沒有任何同步關系,僅僅依靠恒定的主軸轉速與進給速度的配合是不夠的。
貴港200*150*14T700材質方管計算公式無錫高頻焊管廠家FANUCOi數控系統里設定參數實現剛性攻絲1兩種攻絲方式的比較以前的加工中心為了攻絲,一般都是根據所選用的絲錐和工藝要求,在加工程序中編入一個主軸轉速和正/反轉指令,然后再編人G84/G74固定循環,在固定循環中給出有關的數據,其中Z軸的進給速度是根據F=絲錐螺距×主軸轉速得出,這樣才能加工出需要的螺孔來。雖然從表面上看主軸轉速與進給速度是根據螺距配合運行的,但是主軸的轉動角度是不受控的,而且主軸的角度位置與Z軸的進給沒有任何同步關系,僅僅依靠恒定的主軸轉速與進給速度的配合是不夠的。

 貴港200*150*14T700材質方管計算公式無錫高頻焊管廠家上文提到高強鋼的生產在煉鋼、熱軋、酸洗和冷連軋等工序中都有困難,各工序都必須對現存的生產工藝技術問題進行研究,以優化其生產工藝。對于某些設備,還要進行技改或改善。對于熱處理和涂鍍工序,國內各鋼廠在高強鋼,特別是超高強鋼的生產工藝設備能力方面還有較大的差距,其中突出的問題是連續熱處理機組的冷卻速率太低,熱鍍鋅機組缺乏改進高強鋼可鍍性的手段。圍繞連退和熱鍍鋅的核心技術-快冷技術(問題),必須開發出具有自主知識產權的快冷關鍵技術,為更經濟、更合理地開發先進高強鋼和超高強鋼創造條件。這一方面緣于射線測厚有一定危險,現場不愿使用,另一方面價格昂貴(數十萬元1套),裝置防護系統比較復雜。曾經有人認為8mm以上寬帶才安裝凸度檢測,實際上現場5mm寬帶已經有3點式測量,直接獲知板凸度,這可為中寬帶鋼凸度控制提供參考,對穩定產品質量具有重要意義。熱軋激光測厚測寬儀的出現,為軋鋼生產帶來方便。激光打在紅鋼板上有特殊光點,經過三角光學變換,由光電耦合器轉換為電信號。這一信號結合計算機辨識技術就可以分辨激光斑點位置,從而測量出帶鋼厚度。當輸送量為10BCM/a時,使LNG成本比較合理的輸送距離是3000km。當輸送量為25BCM/a時,合理值為5000km。如果增加氣體輸送量,管道輸送就會增加成本優勢。此外,如果采用高壓輸送,將管道的進站壓力從原來的10MPa增加到14MPa,管道輸送的運距可變長。用于這種管道的大口徑管線鋼管要求具有下述技術特性。1.1高內壓為了增加氣體輸送量,可以在同一輸送氣體壓力下擴大管道內徑,或在同一管道內徑下提高輸送氣體壓力。
貴港200*150*14T700材質方管計算公式無錫高頻焊管廠家上文提到高強鋼的生產在煉鋼、熱軋、酸洗和冷連軋等工序中都有困難,各工序都必須對現存的生產工藝技術問題進行研究,以優化其生產工藝。對于某些設備,還要進行技改或改善。對于熱處理和涂鍍工序,國內各鋼廠在高強鋼,特別是超高強鋼的生產工藝設備能力方面還有較大的差距,其中突出的問題是連續熱處理機組的冷卻速率太低,熱鍍鋅機組缺乏改進高強鋼可鍍性的手段。圍繞連退和熱鍍鋅的核心技術-快冷技術(問題),必須開發出具有自主知識產權的快冷關鍵技術,為更經濟、更合理地開發先進高強鋼和超高強鋼創造條件。這一方面緣于射線測厚有一定危險,現場不愿使用,另一方面價格昂貴(數十萬元1套),裝置防護系統比較復雜。曾經有人認為8mm以上寬帶才安裝凸度檢測,實際上現場5mm寬帶已經有3點式測量,直接獲知板凸度,這可為中寬帶鋼凸度控制提供參考,對穩定產品質量具有重要意義。熱軋激光測厚測寬儀的出現,為軋鋼生產帶來方便。激光打在紅鋼板上有特殊光點,經過三角光學變換,由光電耦合器轉換為電信號。這一信號結合計算機辨識技術就可以分辨激光斑點位置,從而測量出帶鋼厚度。當輸送量為10BCM/a時,使LNG成本比較合理的輸送距離是3000km。當輸送量為25BCM/a時,合理值為5000km。如果增加氣體輸送量,管道輸送就會增加成本優勢。此外,如果采用高壓輸送,將管道的進站壓力從原來的10MPa增加到14MPa,管道輸送的運距可變長。用于這種管道的大口徑管線鋼管要求具有下述技術特性。1.1高內壓為了增加氣體輸送量,可以在同一輸送氣體壓力下擴大管道內徑,或在同一管道內徑下提高輸送氣體壓力。
















