- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
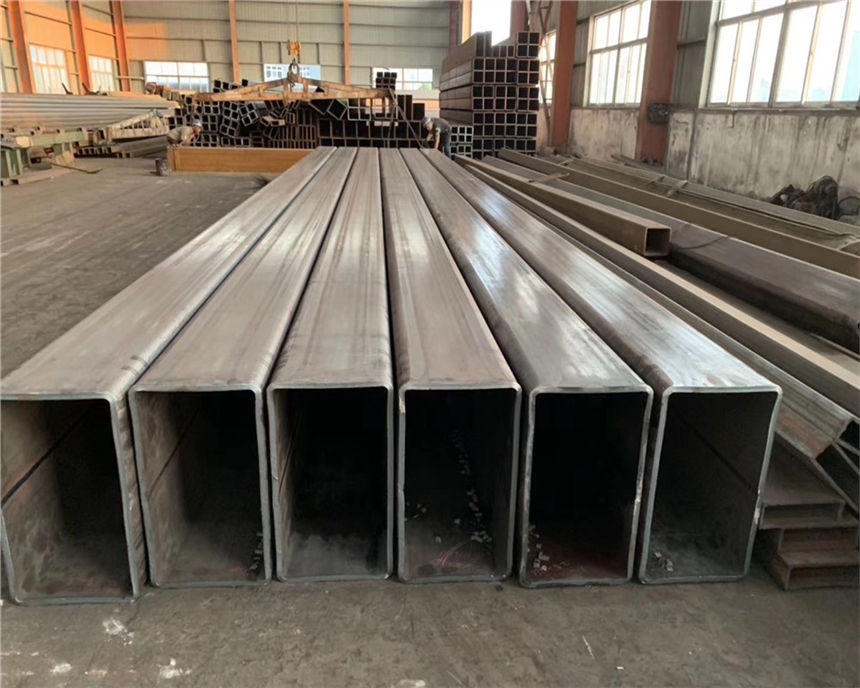
安陽5*10方管廠家 100*100*3方管 鋼結(jié)構(gòu)專用二.分類回收法作為塑料回收,重要的是進(jìn)行分類。常見的塑料有聚乙烯、聚、低密度聚乙烯、高密度聚乙烯、聚碳酸酯、聚氯乙烯、聚酰胺、聚酯等,這些塑料的差別一般人很難分辨。現(xiàn)在的塑料分類工作大都由人工完成。近機器分類有了新的研究進(jìn)展,德國一家化學(xué)科技協(xié)會發(fā)明以紅外線來辨認(rèn)類別,既迅速又準(zhǔn)確,只是分揀成本較高。三.化學(xué)還原法研究人員開始設(shè)法提煉出塑料內(nèi)化學(xué)成分以便再利用。所采用的工藝方法是將聚合物的長鏈切斷,恢復(fù)其原有的性質(zhì),裂解出的原料可用來制作新的塑料。
1.選擇適宜的場地和庫房
(1)保管鋼管的場地或倉庫,應(yīng)選擇在清潔干凈、排水通暢的地方,遠(yuǎn)離產(chǎn)生有害氣體或粉塵的廠礦。在場地上要清除雜草及一切雜物,保持鋼管干凈;
(2)在倉庫里不得與酸、堿、鹽、水泥等對鋼管有侵蝕性的材料堆放在一起。不同品種的鋼管應(yīng)分別堆放,防止混淆,防止接觸腐蝕;
(3)大型型鋼、鋼軌、辱鋼板、大口徑鋼管、鍛件等可以露天堆放;
(4)中小型型鋼、盤條、鋼筋、中口徑鋼管、鋼絲及鋼絲繩等,可在通風(fēng)良好的料棚內(nèi)存放,但必須上苫下墊;
(5)一些小型鋼管、薄鋼板、鋼帶、硅鋼片、小口徑或薄壁鋼管、各種冷軋、冷拔鋼管以及價格高、易腐蝕的金屬制品,可存放入庫;
(6)庫房應(yīng)根據(jù)地理條件選定,一般采用普通封閉式庫房,即有房頂有圍墻、門窗嚴(yán)密,設(shè)有通風(fēng)裝置的庫房;
(7)庫房要求晴天注意通風(fēng),雨天注意關(guān)閉防潮,經(jīng)常保持適宜的儲存環(huán)境

直發(fā)卷的頭、尾往往呈舌狀及魚尾狀,厚度、寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內(nèi)徑為76mm。(一般制管行業(yè)喜歡使用。)將直發(fā)卷經(jīng)切頭、切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產(chǎn)品。熱軋精整卷若經(jīng)酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。該產(chǎn)品有局部替代冷軋板的趨向,價格適中,深受廣大用戶喜愛。冷連軋用熱軋鋼卷為原料,經(jīng)酸洗去除氧化皮后進(jìn)行冷連軋,其成品為軋硬卷,由于連續(xù)冷變形引起的冷作硬化使軋硬卷的強度、硬度上升、韌塑指標(biāo)下降,因此沖壓性能將惡化,只能用于簡單變形的零件。這些都是有利于規(guī)范市場、有利于地源熱泵產(chǎn)業(yè)發(fā)展的技術(shù)基礎(chǔ)。來自部門的支持對熱泵技術(shù)開拓空調(diào)市場起到積極的作用。據(jù)華清集團相關(guān)人士介紹,這幾年華清的發(fā)展與北京市相關(guān)的產(chǎn)業(yè)政策有著非常大的關(guān)系。北京市于去年6月頒布了關(guān)于發(fā)展熱泵市場的指導(dǎo)意見,目的在于鼓勵、引導(dǎo)和規(guī)范熱泵系統(tǒng)的有序發(fā)展。北京市對地源熱泵項目還有一定的補貼政策。北京市“十一五”規(guī)劃中,可再生能源占全市能源的比例要由目前的1%提高到4%,如何實現(xiàn)這個目標(biāo),鑒于北京市的自然情況,地?zé)崂帽桓鞣郊挠韬裢?br />
2.合理堆碼、先進(jìn)先放
(1)堆碼的原則要求是在碼垛穩(wěn)固、確保安全的條件下,做到按品種、規(guī)格碼垛,不同品種的材料要分別碼垛,防止混淆和相互腐蝕;
(2)禁止在垛位附近存放對鋼管有腐蝕作用的物品;
(3)垛底應(yīng)墊高、堅固、平整,防止材料受潮或變形;
(4)同種材料按入庫先后分別堆碼,便于執(zhí)行先進(jìn)先發(fā)的原則;
(5)露天堆放的型鋼,下面必須有木墊或條石,垛面略有傾斜,以利排水,并注意材料安放平直,防止造成彎曲變形;
(6)堆垛高度,人工作業(yè)的不超過1.2m,機械作業(yè)的不超過1.5m,垛寬不超過2.5m;
(7)垛與垛之間應(yīng)留有一定的通道,檢查道一般為O.5m,出入通道視材料大小和運輸機械而定,一般為1.5~2.Om;
(8)垛底墊高,若倉庫為朝陽的水泥地面,墊高O.1m即可;若為泥地,須墊高O.2~0.5m。若為露天場地,水泥地面墊高O·3~O·5m,沙泥面墊高0.5~O.7m 9)露天堆放角鋼和槽鋼應(yīng)俯放,即口朝下,工字鋼應(yīng)立放,鋼管的I槽面不能朝上,以免積水生銹
3.保護(hù)材料的包裝和保護(hù)層
鋼廠出廠前涂的防腐劑或其他鍍復(fù)及包裝,這是防止材料銹蝕的重要措施,在運輸裝卸過程中須注意保護(hù),不能損壞,可延長材料的保管期限
制造工藝:1.熱軋(擠壓無縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標(biāo)記→入庫軋制無縫管的原料是圓管坯,圓管胚要經(jīng)過切割機的切割加工成長度約為1米的坯料,并經(jīng)傳送帶送到熔爐內(nèi)加熱。鋼坯被送入熔爐內(nèi)加熱,溫度大約為12攝氏度。燃料為氫氣或乙炔。爐內(nèi)溫度控制是關(guān)鍵性的問題.圓管坯出爐后要經(jīng)過壓力穿孔機進(jìn)行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產(chǎn)效率高,產(chǎn)品質(zhì)量好,穿孔擴徑量大,可穿多種鋼種。
早期曾報導(dǎo)過高爐利用塑料廢棄物作輔助燃料的基本情況,用廢棄輪胎產(chǎn)生能量的研究也報導(dǎo)過。在UNSW利用塑料和橡膠代替部分焦炭作為造泡沫渣發(fā)泡劑進(jìn)行實驗室研究的基礎(chǔ)上,澳大利亞OneSteel鋼鐵公司在SydneySteelMill(SSM)和LavertonSteelMill(LSM)鋼廠完成一系列電弧爐煉鋼工業(yè)性試驗。電弧爐使用廢棄聚合物煉鋼的突出優(yōu)點有利于電弧爐煉鋼工業(yè)的可持續(xù)發(fā)展。2實驗研究近幾年,完成了在電弧爐煉鋼中噴入焦炭-塑料的試驗研究。
應(yīng)通過噴丸處理、鹽浴處理以及多道酸洗處理。如美國不銹鋼渦輪機葉片處理工藝為:鹽浴(1min)→水淬(2.5min)→硫酸洗(2min)→冷水洗(2min)→堿性高錳酸鹽浴(1min)→冷水洗(2min)→硫酸洗(1min)→冷水洗(1min)→硝酸洗(1.5min)→冷水洗(1min)→熱水洗(1min)→空氣干燥。新裝置投產(chǎn)前的酸洗鈍化處理許多大型化工、化纖、化肥等裝置的不銹鋼設(shè)備與管道在投產(chǎn)開工前要求進(jìn)行酸洗鈍化。
近些年來由于采礦生產(chǎn)能力下降,目前實際原礦年處理量僅為1萬t左右,選礦廠約有6%的富裕能力可利用。水廠選礦廠尾礦再選。在主場房外建設(shè)尾礦再選設(shè)備。建立1座612m2的廠房,內(nèi)裝16臺BKW13型尾礦再選磁選機對全廠尾礦全部再選,回收的粗精礦用泵送到主廠房再磨再選。在主場房內(nèi)用兩個閑置的磨選系列單獨處理回收的粗精礦,加工成合格精礦。水廠選礦廠尾礦再選流程見圖1。大石河選礦廠尾礦再選。
4.保持倉庫清潔、加強材料養(yǎng)護(hù)
(1)材料在入庫前要注意防止雨淋或混入雜質(zhì),對已經(jīng)淋雨或弄污的材料要按其性質(zhì)采用不同的方法擦凈,如硬度高的可用鋼絲刷,硬度低的用布、棉等物;
(2)材料入庫后要經(jīng)常檢查,如有銹蝕,應(yīng)清除銹蝕層;
(3)一般鋼管表面清除于凈后,不必涂油,但對優(yōu)質(zhì)鋼、合金薄鋼板、薄壁管、合金鋼管等,除銹后其內(nèi)外表面均需涂防銹油后再存放;
(4)對銹蝕較嚴(yán)重的鋼管,除銹后不宜長期保管,應(yīng)盡快使用。
由此可見,由于鋁合金管焊縫在組焊時由于存在結(jié)構(gòu)上的特殊性使得無法按照常規(guī)方法對其進(jìn)行射線探傷。實際應(yīng)用要想得到令人滿意的底片,必須使射線在穿過被檢焊縫時的總的透照厚度與穿過附近母材時的總的透照厚度差不能太大,尤其對于鋁合金這類吸收系數(shù)較大的材料。如使射線垂直于焊縫透照,則不論是雙壁單影還是雙壁雙影透照,射線都同時穿過兩個不銹鋼墊板(雙壁單影透照還同時穿過兩個鋁合金墊板),射線穿過焊縫時的總的透照厚度與穿過母材時的總的透照厚度相差不大,焊縫成像黑度比較均勻,缺陷易于觀察,而且照相也比較容易。
粗選送至粗選廠的礦石,首要通過除渣、篩分、分級、脫泥及濃縮等必要的預(yù)備作業(yè),然后給入粗選流程進(jìn)行選別。粗選的意圖是將當(dāng)選礦石按礦藏密度不同進(jìn)行別離,丟掉低密度脈石礦藏尾礦,取得重礦藏含量達(dá)9%左右的重礦藏混合精礦,作為精選廠給料。粗選廠一般與采礦作業(yè)納為一體,組成采選廠。為習(xí)慣砂礦床特征,一般粗選廠均建為移動式,移動方法有水上浮船及陸地軌跡、履帶、托板及定時拆遷等方法。鈦、鋯砂礦粗選一般選用處理量大,收回率高又便于移動式選廠運用的設(shè)備,較遍及的是圓錐選礦機及螺旋選礦機,少數(shù)選用搖床。
在日常產(chǎn)品質(zhì)量檢驗中發(fā)現(xiàn),用非真空層壓機壓制的產(chǎn)品,基板耐焊性是中間部位高于四周部分,而且相差比較大。這與粘結(jié)片在熱壓成型過程中,樹脂流動是從板中心向四周呈輻射形相關(guān),在高壓下,隨著樹脂的流動,大部分未排除到板外的水氣和低分子物被凝聚在基板四周,而造成基板邊緣部位耐焊性低于基板中間部位。如果采用真空層壓機壓制,則在壓制過程中被擠到基板邊緣部位的水氣和低分子物,在"真空"環(huán)境下,會被抽走,因而可提高基板邊緣部位的耐焊性。


品")


入企業(yè)網(wǎng)站")








