- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
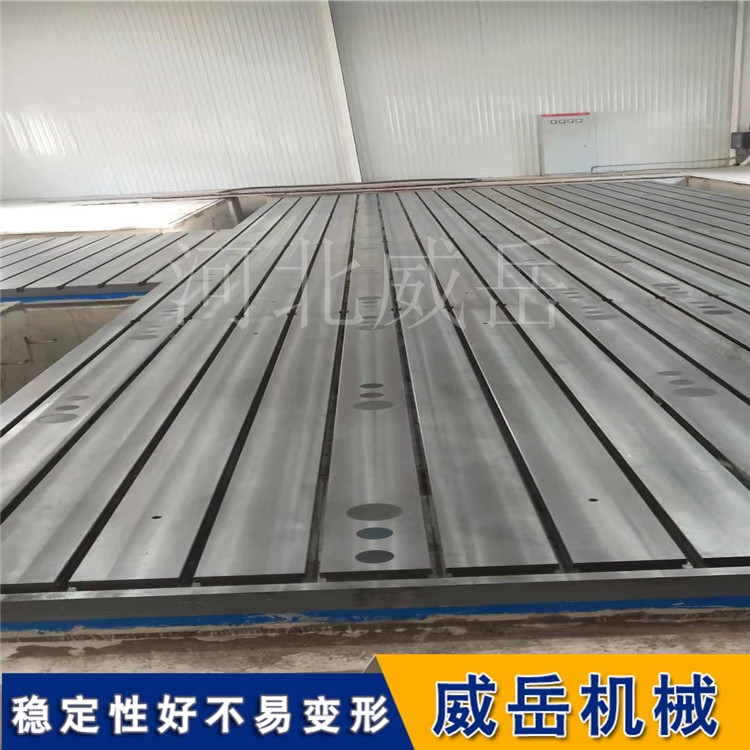
在使用電機試驗平臺的過程中,應該注意哪些問題也是非常重要的,很多的工具被用戶選擇,所以用戶在選擇的過程中,應該選擇適合自己的產品,這樣才能夠發揮它的使用空間
1、在進入正式的機械加工前,要對電機試驗平臺進行一次去內應力時效處理,這個工序的目的是去掉平臺因為鑄造而產生的內應力,并提高電機試驗平臺的切削性能,減少零件對具的磨損,也提高零件加工后加工精度的穩定性。
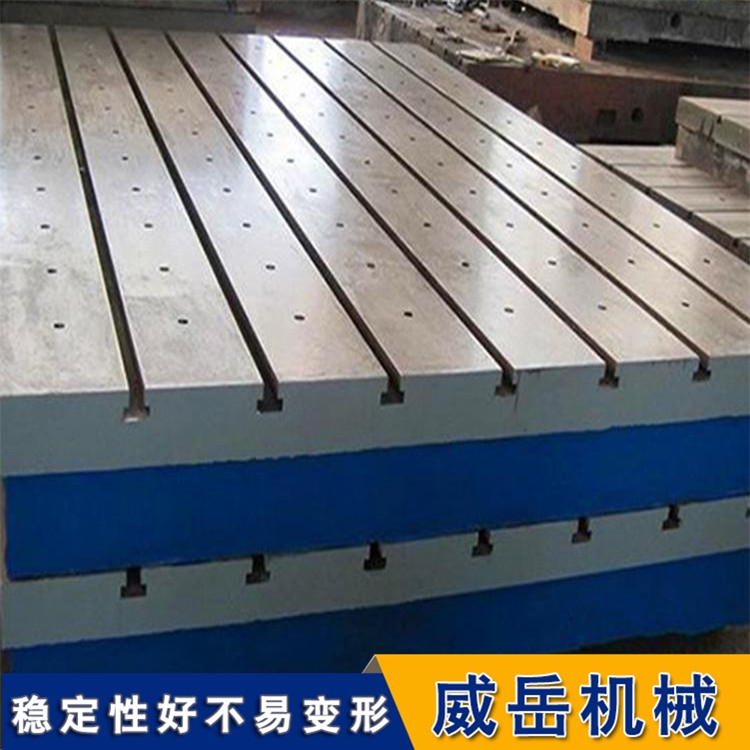
2、電機試驗平臺進入工序是每個鑄造零件的必經過程,工人通過加工圖紙的和要求,對還是毛坯狀態的零件進行粗加工,這個操作的意義是為了確認電機試驗平臺是有足夠的加工余量,并無明顯的變形和損壞,是否能夠均勻分布電機試驗平臺的加工余量,并對一些有變形的平臺進行適當的加工糾正。
3、電機試驗平臺的粗加工,電機試驗平臺從毛坯到粗加工,通常要去除的余量大概在3-7mm左右,我們設計的理論預留余量應該是單邊5-10mm之間,這個需要根據設計者所處的行業和周邊配套企業的成熟度來選取(例如鑄造廠的毛坯質量穩定性,變形的大小,鑄造問題的多少,加工廠的加工精度和能力等等)。
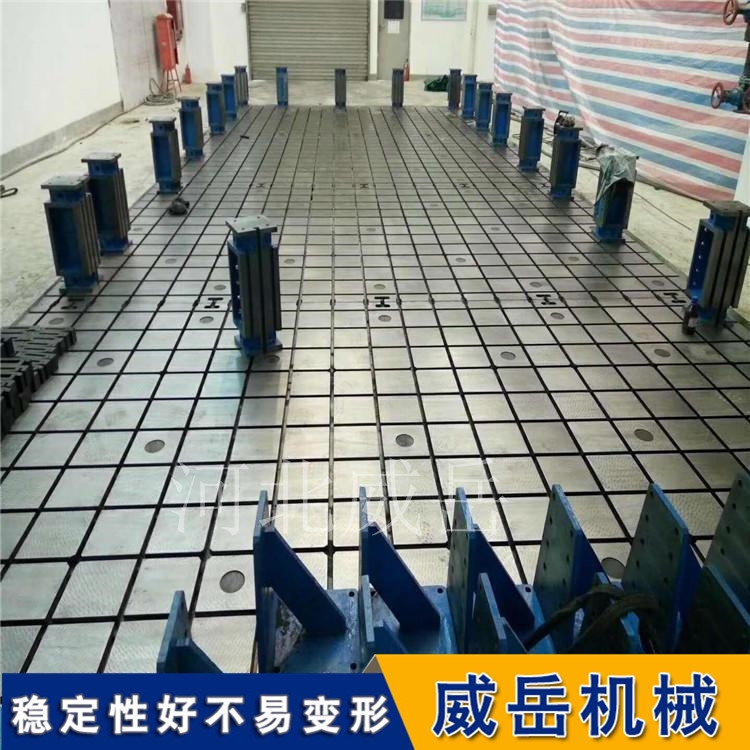
4、電機試驗平臺的二次時效處理,在平臺進入半精加工之前,對于一些重要的鑄件而言,需要進行二次時效處理,這次時效處理的目的是去除粗加工應力和鑄造殘余內應力,以平臺在進入半精加工后的加工質量穩定性。
5、電機試驗平臺的半精加工工序,平臺進入半精加工工序后,對平臺的加工要格外的謹慎一些,因為這個時候在這個平臺上企業已經投入了相當大的成本,同時因為半精加工也是比較容易廢平臺的工序,所以在加工過程中要注意,且要對電機試驗平臺的防銹處理要做到及時到位。
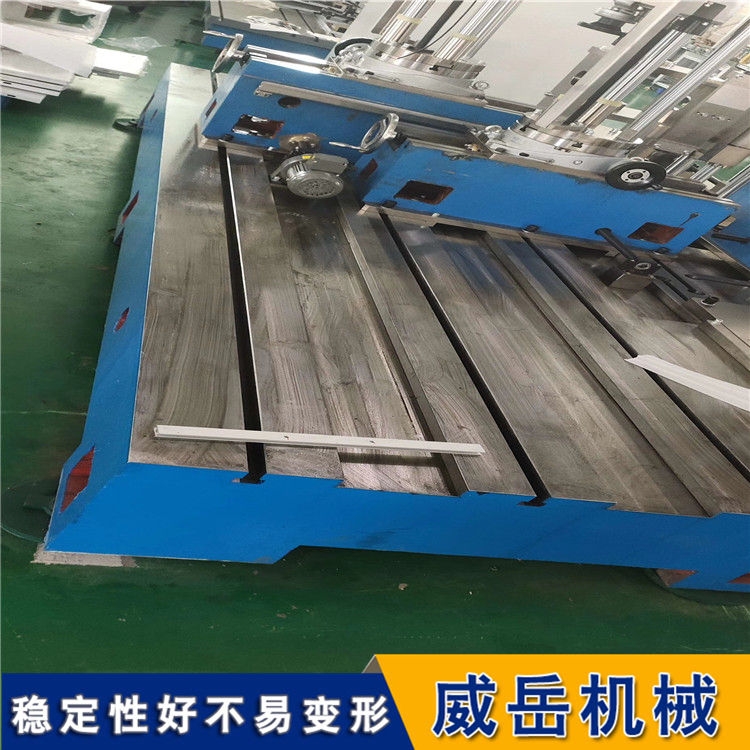
電機試驗平臺加工完畢后要及時的上防銹油并覆蓋防銹薄膜,同時平臺的放置盡量要單件單獨放置,不可再有疊堆放置的情況,半精加工后,平臺給精加工的流量一般在0.3-0.5mm左右。
河北威岳機械http://www.chinaweiyue.com/不僅要提高自己的研究領域,同時還需要選擇一些更加有效的加工模式,提升自己產品綜合的壽命和使用保障,方便顧客有更好的選擇。
威岳機械鄧女士15533753786 竭誠為您服務