- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||

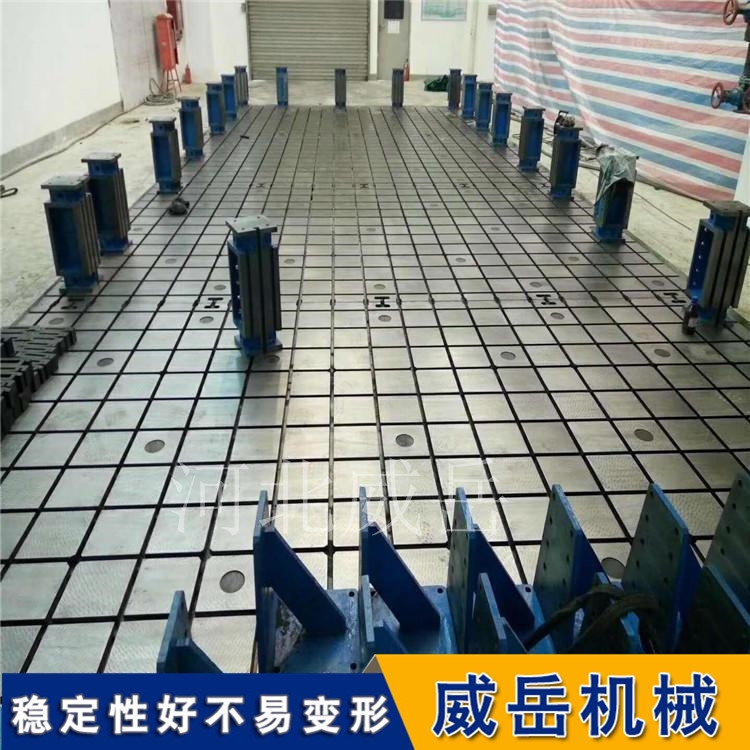
對鑄鐵試驗平臺的時效處理要求,即人工退火:在回火窯經過600-700度高溫退火時效處理。
進而用人工退火取代自然時效:按國標應該是2-3年自然時效,由于此工序時間太長,企業受周轉影響已不可能等待那么長時間,多以激振器通過振動時效代替。雖然這種工藝的效果尚未明確,但在國際上已普遍使用。
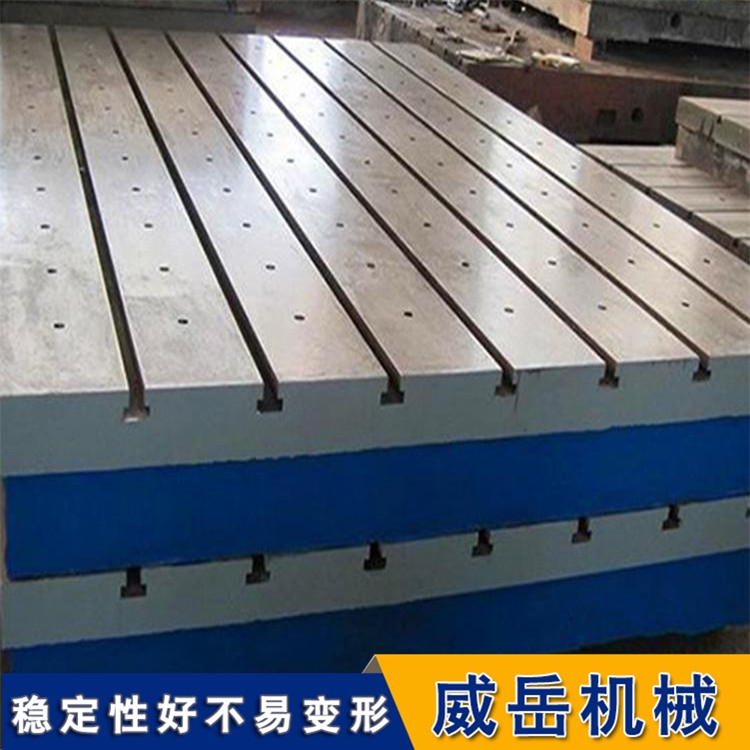
另外對鑄鐵試驗平臺鑄造工藝的要求,其中鏟刮工藝對鑄鐵試驗平臺的精度保障起到決定作用:人工鏟刮在鑄鐵平臺加工過程中是要緊的工藝,它決定了鑄鐵平臺的平面度誤差大小,以及工作面的可接觸點數。0級板平臺在每邊為25㎜平方的范圍內不少于25點;平臺在每邊為25㎜平方的范圍內不少于20點;2級平板平臺在每邊為25㎜平方的范圍內不少于16點;3級平板平臺在每邊為25㎜平方的范圍內不少于12點。鏟刮完成后平臺四個邊棱倒鈍。
還有就是對鑄鐵試驗平臺工作面的要求,關于氣孔:鑄鐵試驗平臺不允許有氣孔與砂眼,2級和3級可以用與鑄鐵試驗平臺同材質固體填充氣孔注意:填充物的的硬度一定要低于鑄鐵試驗平臺本身的硬度。
細節決議成敗,立場決議統統,只要建立強的品德認識,在品德上千錘百煉,勤學不輟執著尋求,才能把品德做好,才能把品德提升到一個新的高度,才能走的更高、更遠
鑄鐵試驗平臺的生產制作品德是臨盆進去的,不是查驗進去,只要在臨盆進程當中的每個關鍵,嚴厲依照臨盆工藝和功課指導書請求停止,才能包管產物的品德。
很通俗地為您講解就是,鑄鐵試驗平臺的質量并不是 決定于其生產的嚴格指標把控,因為威岳機械http://www.chinaweiyue.com/的鑄鐵試驗平臺出廠檢驗環節起到無可取代的要緊作用。兩者是相輔相成的,是不可置換的,但是從根本出發的鑄鐵試驗平臺的生產澆鑄加工環節是流程的須要所在,查驗是把關驗收的指標。雙管齊下,協同生產只為確保威岳機械每件鑄鐵試驗平臺的品質優越。
試驗鑄鐵平板修理室的溫度很要緊,太高或太低都不容易嵌砂,一般溫度在20度。有的單位壓砂房間恒溫條件比較差,試驗平臺當試驗平板從一溫度拿到另一溫度的房間研磨時,平板受熱漲冷縮現象的影響,表面產生變形,故等溫一段時間,一般試驗平板在壓砂前等溫數小時或 長時間,待試驗平板變形穩定后,再開始研磨。
鑄鐵試驗平臺除合理選用材料和各種成形工藝外,回火處理工藝往往也是至關要緊的,通過回火處理使鑄鐵焊接平臺能有用的發揮其使用穩定。
以上便是威岳小編為您總結的提高鑄鐵試驗平臺價比的可行訣竅,作為一個企業而言,河北威岳機械http://www.chinaweiyue.com/從本質出發,確保鑄鐵試驗平臺本身的質量,再而通過經驗和技術要緊是規模,降低產品的成本,才是企業發展的可行之徑。