- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||

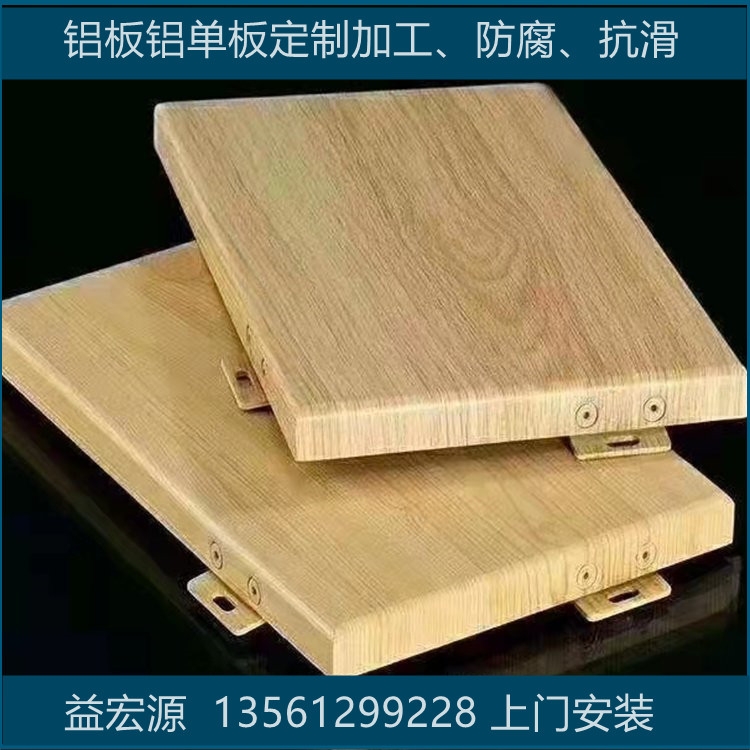
由于鋁單板幕墻的形狀,規格,厚度,表面處理有很多種,為此對于鋁單板的生產廠家來說,其生產工藝也是相對的,但是不同的廠家具備不同的優勢,而且對于具體的市場來說,也與很多因素有關,比如生產工藝的經營成本、運輸成本、銷售成本等等,而且由于規格不樣,那么鋁單板的厚度與色澤也是不同的,自然是會影響到的變化。
相比于每個幕墻鋁單板廠家來說,它們的產品規格都是不樣的,不過對于建材材料而言,在技術方面是需要不斷升級和改進的,無論是厚度還是色彩,如果在計算的話,自然是需要考慮到幕墻的面積,相比于不同的建筑物而言,在進行設計的時候,定要考慮到經濟成本。


幕墻鋁單板鋁合金建材應用場合:
5、辦公大樓、寫字樓、住宅、別墅裝修等等


入口測厚儀檢測出來料厚度偏差ΔH,對軋機的壓下實行前饋控制。出口測厚儀測出厚度不斷修正和標定P-AGC以提高其控制精度,起監控的作用。通過粗調系統的控制,基本上應該消除了來料的厚度偏差,以保證終成品的精度。精調AGC由軋機測厚系統及軋機和卷曲機組成張力AGC精調系統。精調AGC常用張力調厚的方法。由軋機出口測厚儀發出信號來反饋控制張力。由于張力調節范圍有限,當厚度較大時,需將偏差信號補充反饋給粗調AGC系統。加減速階段厚度補償系統軋機在加減速階段,速度變化很大,采用根據速度值來調整軋機輥縫及附加系統。這實際上是一種速度過程控制。當軋件速度變化時,支撐輥油膜軸承的變形區的摩擦系數也相應變化。這使空載輥縫和軋制壓力變化,因而使帶鋼厚度產生偏差。這時應進行油膜厚度的張力補償。頭尾端的失張補償通常采用壓下過程控制實現失張補償。穩速軋制階段,恒張力控制對于開卷機及卷曲機和軋輥之間設有獨立的恒張力控制系統,保證在整個穩速軋制階段期間張力恒定。







