- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||

由于鋁單板幕墻的形狀,規(guī)格,厚度,表面處理有很多種,為此對(duì)于鋁單板的生產(chǎn)廠家來(lái)說(shuō),其生產(chǎn)工藝也是相對(duì)的,但是不同的廠家具備不同的優(yōu)勢(shì),而且對(duì)于具體的市場(chǎng)來(lái)說(shuō),也與很多因素有關(guān),比如生產(chǎn)工藝的經(jīng)營(yíng)成本、運(yùn)輸成本、銷售成本等等,而且由于規(guī)格不樣,那么鋁單板的厚度與色澤也是不同的,自然是會(huì)影響到的變化。
相比于每個(gè)幕墻鋁單板廠家來(lái)說(shuō),它們的產(chǎn)品規(guī)格都是不樣的,不過(guò)對(duì)于建材材料而言,在技術(shù)方面是需要不斷升級(jí)和改進(jìn)的,無(wú)論是厚度還是色彩,如果在計(jì)算的話,自然是需要考慮到幕墻的面積,相比于不同的建筑物而言,在進(jìn)行設(shè)計(jì)的時(shí)候,定要考慮到經(jīng)濟(jì)成本。


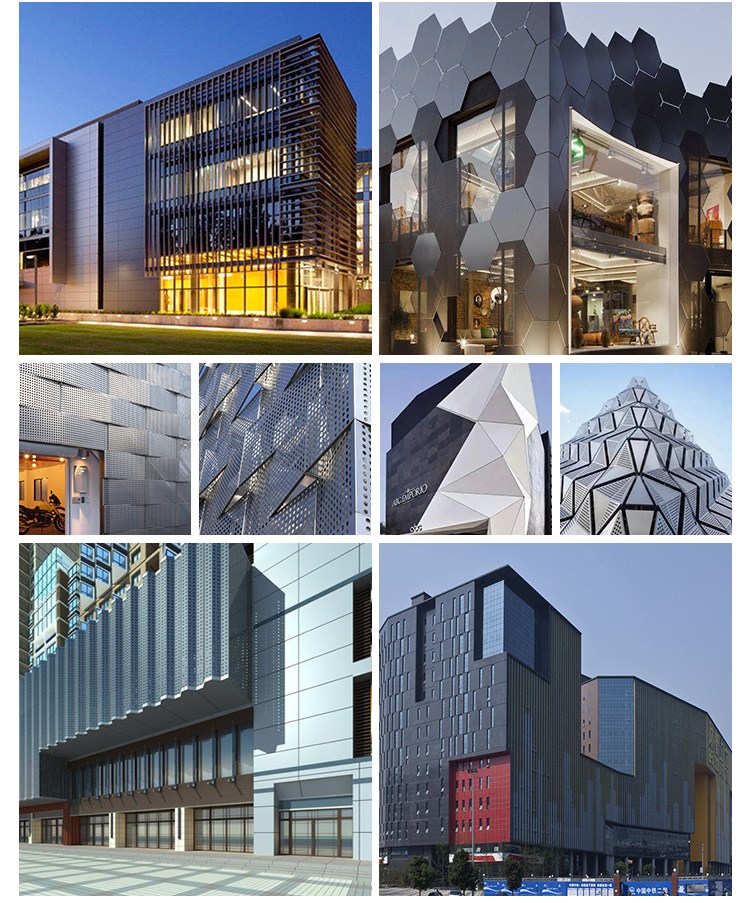
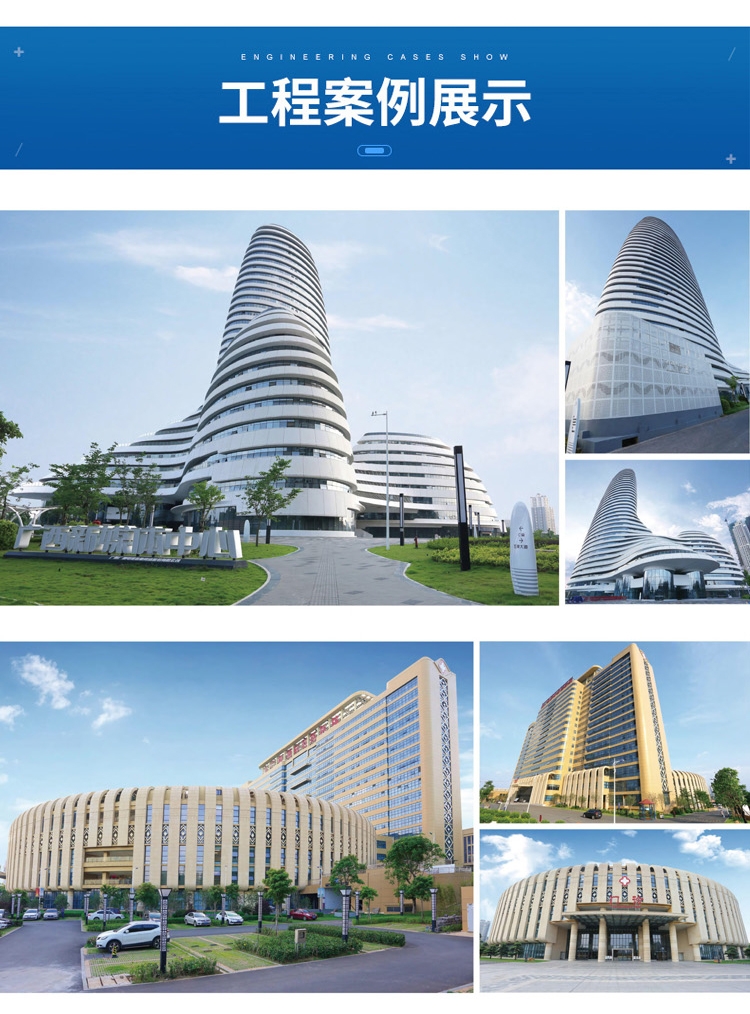
幕墻鋁單板鋁合金建材應(yīng)用場(chǎng)合:
5、辦公大樓、寫(xiě)字樓、住宅、別墅裝修等等


使用c類澆注系統(tǒng)成型的制品由于注射過(guò)程的影響,澆口及附近處易分層,澆口的表面有明顯蝴蝶紋、起毛等缺陷,雖然采用了先進(jìn)的多級(jí)注射工藝,但是改善缺陷的效果并不明顯。2冷料的積存b中直接進(jìn)料口因?yàn)闆](méi)有設(shè)置冷料井,澆注的塑料熔體在前端剛進(jìn)人模具內(nèi)腔時(shí)即刻變?yōu)槔淞希阋诇髟跐部诟浇@也是澆口表面質(zhì)量欠缺的主要原因,致使制品強(qiáng)度也受到影響。化的澆注系統(tǒng)為解決以上缺陷,通過(guò)分析,設(shè)計(jì)了新的澆注系統(tǒng),新系統(tǒng)力求在熔料澆注時(shí),使模具型腔內(nèi)熔料的流動(dòng)處于平穩(wěn)、勻速;或者呈流線形,因而進(jìn)料口盡量選擇在制品壁厚較厚的部位,或者模具型芯的根部,以減小型腔內(nèi)熔料的沖擊,減少流動(dòng)中的折流現(xiàn)象。


員產(chǎn)品")

入企業(yè)網(wǎng)站")


