- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
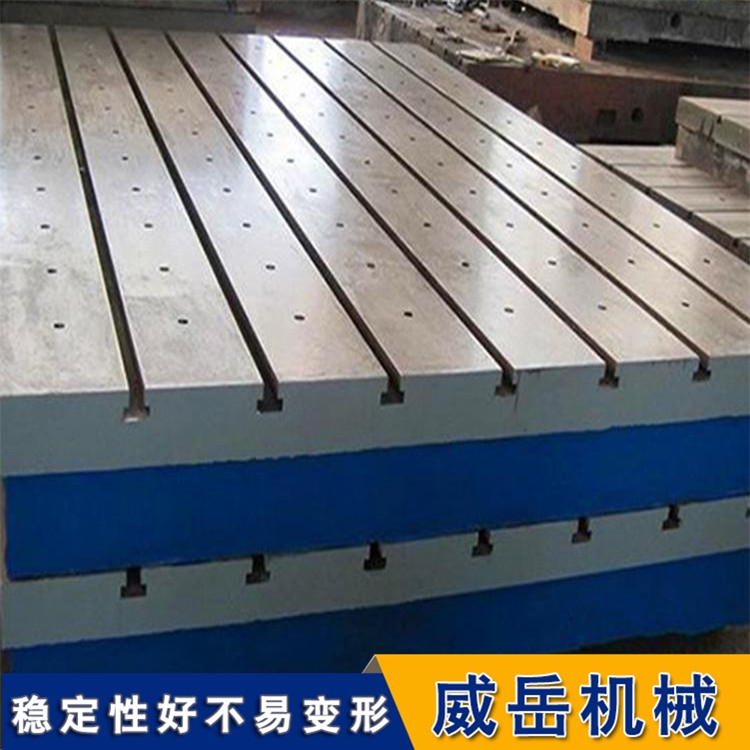
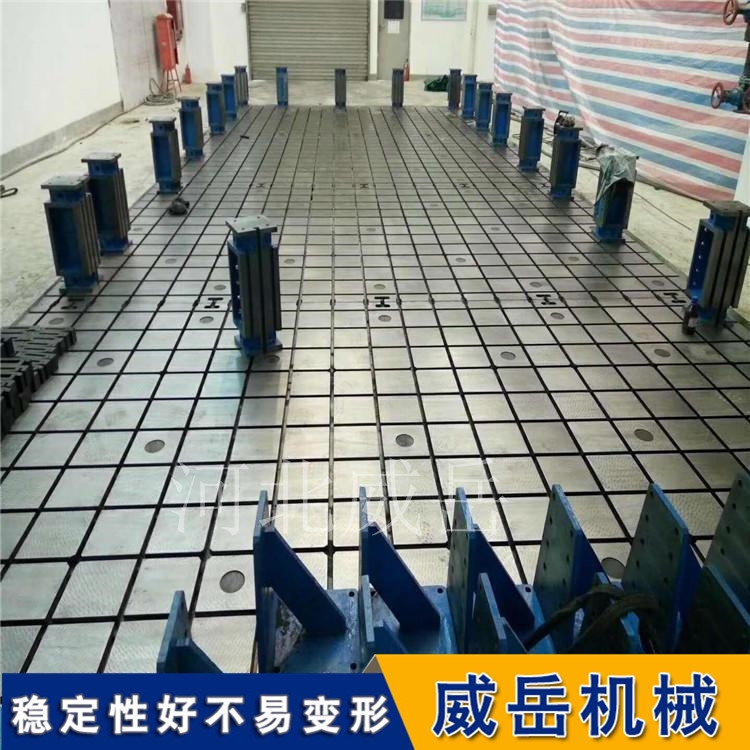
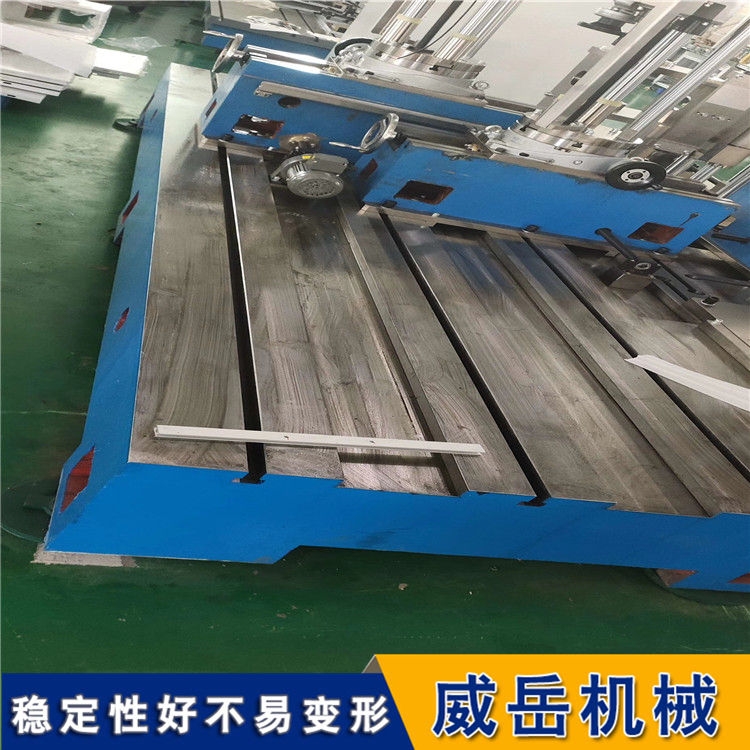
電機試驗平臺廣泛地運用在機械行業,電機試驗平臺在做各種測試過程中,同樣用于各類檢驗任務。
擠壓鑄造又稱液態模鍛,是使熔融態金屬或合金,直接注入敞口模具中,隨后閉合模具,以產生充填流動,到達制件外部形狀,接著施以高壓,使已凝固的金屬(外殼)產生塑性變形,末凝固金屬承受等靜壓,同時發生高壓凝固,獲得電機試驗平臺制件或毛坯的方法。擠壓壓鑄是為了解決普通壓鑄和傳統擠壓鑄造(液態模鍛)兩項技術存在的主要問題,集合了兩項工藝的優勢提出來的。它是兩項技術突破現有技術瓶頸,走向綜合的必然結果,具有技術優勢和誘人的經濟價值。擠壓壓鑄也是型腔模具成形工藝一項來尋求突破的技術。
擠壓壓鑄的工藝特征是:普通壓鑄充型,擠壓鑄造補縮。它是在壓鑄充型之后通過增加擠壓補縮工步,以解決傳統壓鑄、真空壓鑄技術普遍存在的氣密性(主要是縮孔與縮松)質量問題,各種收縮性缺陷。
電機試驗平臺的擠壓鑄造和壓力鑄造的不同點是:將預熱后的預制塊放入預熱的鑄型中,在重力下澆入液態金屬或合金,然后在壓頭作用下使液體滲入預制塊,液態金屬在壓力下凝固.有人用這種方法制取a1203短纖維鋅基復合材料.日本有人直接將碳及玻璃顆粒放入鑄型,然后壓頭作用在錫液上使金屬體擠入鑄型。擠壓階段,采用10t油壓機,壓力為91MPa左右.李愛華將撐融鑄造與擠壓鑄造結合起來,將重量比為鋁合金的3%~6%的包鎳銅石墨粉加入到液固合金漿液中,然后將其擠壓成軸承毛坯.攪拌器表面涂有耐熱礬土水泥,轉速為400~1500r/min..擠壓設備為YA32-100型擠壓機,加壓速度為7mm/s.
不少人對復合材料的擠壓鑄造在理論上做了深入探討.儲雙杰等在利用擠壓鑄造制造碳纖維增強a356復合材料時特別研究了合金的凝固過程.發現在澆注溫度高時其凝固發生在整個浸滲過程之后.由于模具和纖維的激冷作用,初生鋁固溶體相在纖維間隙開始形核并逐漸向纖維表面長大;而共晶硅相則是依附在碳纖維表面形核及長大.并發現,隨凝固冷卻速度的降低,共晶硅相的形態由蠕蟲狀向針狀,塊狀轉變.同樣有人在研究CF/AL-4.5Cu復合材料的擠壓鑄造時,發現初生鋁固溶體也是在纖維間隙形核并向纖維表面長大;而共晶θ相則依附于碳纖維表面形核長大.由于這種材料的界面結合,其斷裂特征為脆性斷裂.冷卻速度(0.1~100℃s-1)對擠壓鑄造G-SIC增強鋁基復合材料凝固組織的影響,發現冷卻速度越大,G-SIC顆粒的分布越均勻.
這是一種新型的鑄鐵電機試驗平臺成型技術,雖然推行的難度比較大,但是我們應該大力推行這些技術,這樣的話才能更快的產業優化,提高整個產業的技術含量。
電機試驗平臺http://www.chinaweiyue.com/能夠在行業內大放異彩跟他嚴格按照標準生產,不放過每一個小細節,才能鑄造出高性能。