- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
T型槽平臺的研磨工藝是很有技術含量的,掌握這個技術可以為以后的生產增加生產經驗。
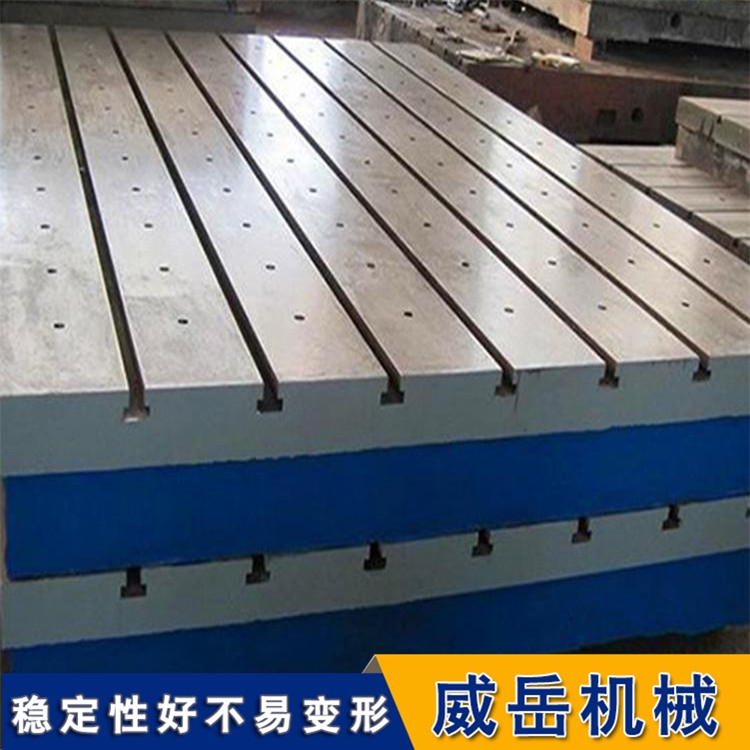
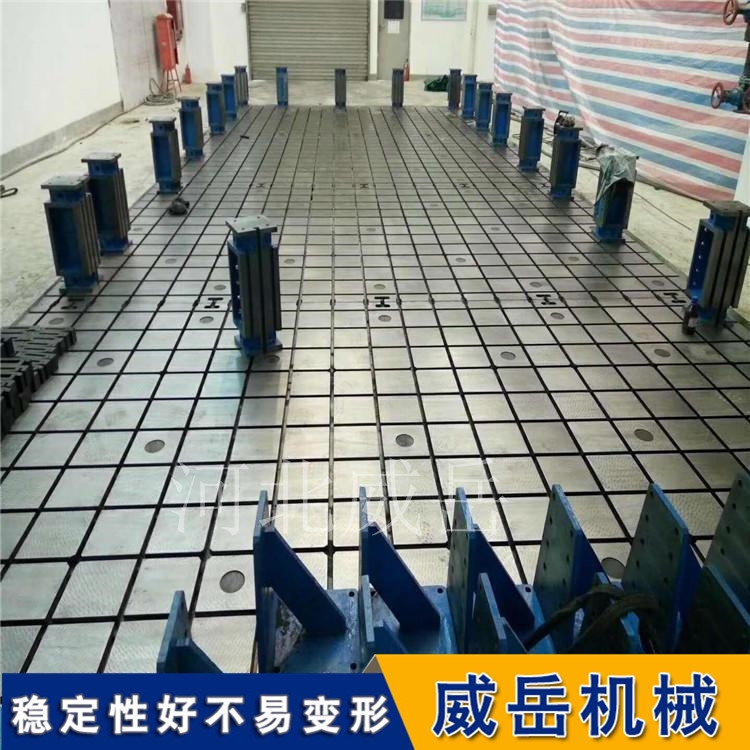
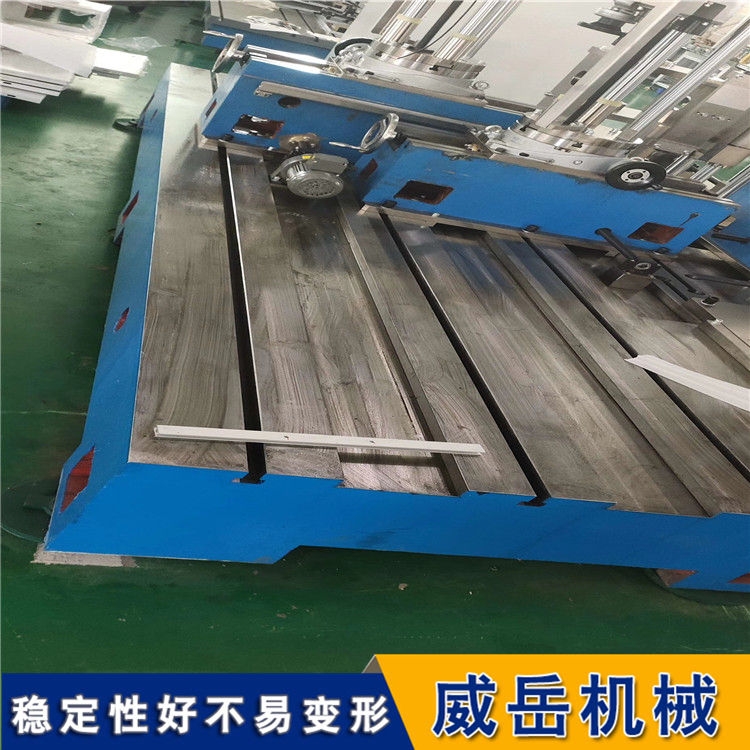
T型槽平臺是市面上常見的鑄鐵平臺之一,T型槽平臺運用于機械、發動機、電機的動力實驗,設備調試,表面帶有T型槽,具有較好的穩定性,可以好的固定設備,鑄鐵平臺同時應用于精度測量用的基準平面,鑄鐵平臺還用于機床機械檢驗測量基準,鑄鐵平臺用于檢查零件的尺寸精度或行為偏差,并作好劃線,鑄鐵平臺在機械制造中也是不可缺少的基本工具。
一,T型槽平臺研磨的種類:
濕研:將液狀研磨劑涂敷或連續加注于研具表面,使磨料(W14~W5)在鑄鐵平臺與研具間不斷地滑動與滾動,然后再對工件細致的切削。用濕研研磨鑄鐵裝配平臺較多。干研:所用研磨劑為糊狀的研磨膏,粗、精研均可采用。半干研:將磨料(W3.5~W0.5)均勻地壓嵌在研具表層上,研磨時需在研具表面涂以少量的潤滑劑,干研多用鑄鐵平臺的精研。
二,T型槽平臺研磨原理:
微細性:可對鑄鐵試驗平臺進行0.01~0.1μm切削。隨機性:鑄鐵平臺與研具隨機接觸,高點相互修整,誤差逐步減小,精度同時得到提高。 針對性:可檢查工件,有針對性變動研磨位置和掌握研磨時間,保證尺寸和形狀精度。
三.T型槽平臺研磨方法:
研磨平面的說明:研磨平面一般在精磨之后進行。手工研磨鑄鐵平臺平面時,研磨劑涂在研磨平板(研具)上,手持工件作直線往復運動或“8”字形運動;研磨一定時間后,將工件調轉90°~180°,以防工件傾斜;對于工件上局部待研的小平面、方孔、窄縫等表面,也可手持研具進行研磨;批量較大的簡單零件上的平面亦可在平面研磨機上研磨。研磨平面研磨凹槽
四:T型槽平臺研具材料和研磨劑
研具材料:鑄鐵:研磨淬硬和不淬硬的鋼件及鑄鐵件。黃銅:研磨軟金屬。研磨劑 。研磨料:氧化鋁、碳化硅、氧化鐵、氧化鈰等。研磨液:機油、煤油、動物油及油酸、硬脂酸。
工藝參數的選擇,工藝參數對鑄件尺寸精度以及輪廓清晰度有較大的影響。經過多次工藝試驗,對每一工藝參數都認真選擇。比如,拔模斜度取低限度值,并按加減厚度法選定;要充分考慮分型負數與鑄件收縮的相互補償。對于鑄鐵平臺鑄件收縮率的確定,簡單件先按1、復雜件按0.8做試驗,以確定每一種鑄件合適的收縮率;有的鑄件,可按試驗結果在長、寬、高三個方向取不同的收縮率。例如,C0632床身長度方面取1,寬度方向取0.8 ,高度方向取0.5合理確定T型槽平臺分型面盡量減少分型面,以減少因分型面所形成的飛邊、表面凹凸等鑄造表面問題;提高坭芯的整體性,減少坭芯之間的接合數目,減少坭芯之間或坭芯與型之間的配合間隙,以提高鑄件表面凹凸度及輪廓清晰度。
例如,在生產中,我們應用了均衡凝固及大孔出流等九項技術成果,采用了的沖天爐熔煉技術,以提高鐵水溫度;在鑄型中放置纖維過濾網, 對鐵水進行過濾凈化等。
應用新T型槽平臺http://www.chinaweiyue.com/鑄造技術成果,廣泛地應用新鑄造工藝成果,提高鑄造工藝水平,以減少鑄造問題。