- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
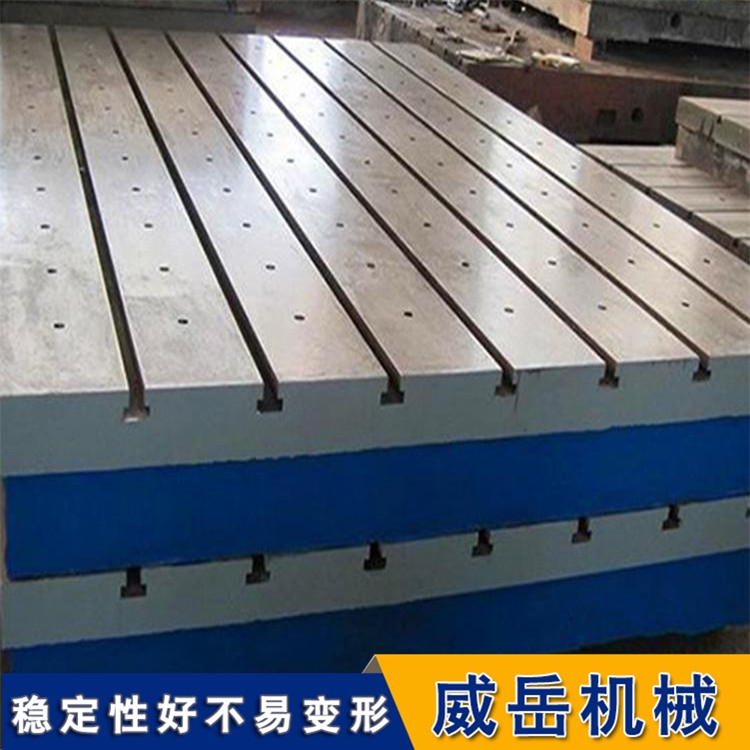
如果對T型槽鑄鐵平臺常見不足進行劃分,其中就可以通過鑄造工藝流程進行歸類,包括鑄造不足,退火過程造成的不足和鍍鋅過程的不足三個方面。
1、鑄造不足有縮孔、縮松、氣孔、裂紋、粘砂、T型槽鑄鐵平臺鑄件表面粗糙、縮陷、偏芯、錯箱、燒不足、漏箱、灰口、麻點、反白口等。
2、熱處理不足有裂紋、氧化層過厚、白邊過厚、過燒、樹枝狀晶疏松、回火脆性、變形、退火不足、花心斷口等。而,
3 熱鍍鋅不足有鋅粒、氣泡、表面粗糙、皺皮、缺鋅(露鋅),表面色澤不付要求(發白、發黃、發黑),鋅層不均或過厚、鍍鋅脆性等。
作為具有代表性的不足而言,我們先來講講裂紋產生的原因和防止方法如下:
不足名稱:裂紋,具體又可以分為熱裂和冷裂。
T型槽鑄鐵平臺裂紋 特征:1)、熱裂-在高溫時形成,斷口呈氧化色,裂紋曲折而不規則,是沿晶界斷裂所致。 2)、冷裂-在較低溫度下形成,裂紋系穿晶斷裂,故常呈連續直線狀,表面干凈,具有金屬光澤或有較輕微的氧化色。
威岳小編整理了T型槽鑄鐵平臺裂紋產生原因:
a、T型槽鑄鐵平臺鑄件凝固收縮過程中收縮受阻。
b、T型槽鑄鐵平臺鑄件結構造成的內應力過大。
c、對T型槽鑄鐵平臺造成的機械損傷
d、某些冶金因素,如含氣量高。
e、鐵液碳硅量太低,含硫量過高,澆注溫度過高。
f、復雜鑄件打箱過早,退火時加熱速度過快,二階段石墨化或高溫脫碳退火后空冷溫度過高。
針對以上原因,逐條防控,依次完善,防止方法便是:
1、改善導致熱裂傾向大的冶金因素。
2、改善鑄件結構。
3 、防止機械損傷。
4 、改善型、芯砂退讓性,正確設計澆冒口。
5 、適當提高鐵液中碳硅含量控制含硫量及澆注溫度。
6、控制打箱溫度,控制退火時的加熱速度和退火后的冷卻速度。
不管在哪個環節上出現的T型槽鑄鐵平臺生產不足,因為其過程是不可逆轉的,所以究其根本,杜絕才是重中之重。嚴格防范,使其發揮更好的效果。河北威岳機械http://www.chinaweiyue.com/竭誠為您服務!