- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
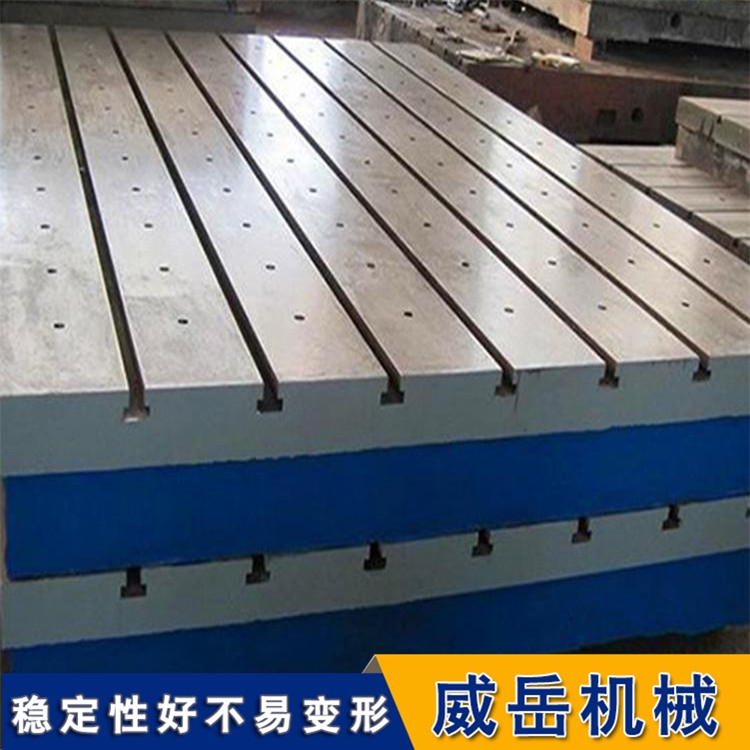
工業中常見的對工件進行劃線和檢測的基準器具是機床平臺,在投入使用前,機床平臺是要經過嚴格處理的,這對于其本身質量與工作質量有著莫大的影響。
對于機床平臺的生產是有技術指標的,技術指標是在檢查機床平臺時用到的,通常需要檢查兩方面。工件的重量不可以超過平臺的額定載荷,否則會造成工作質量降低,還有可能損壞平臺的結構,甚至會造成平臺變形,使之損壞,無法使用。
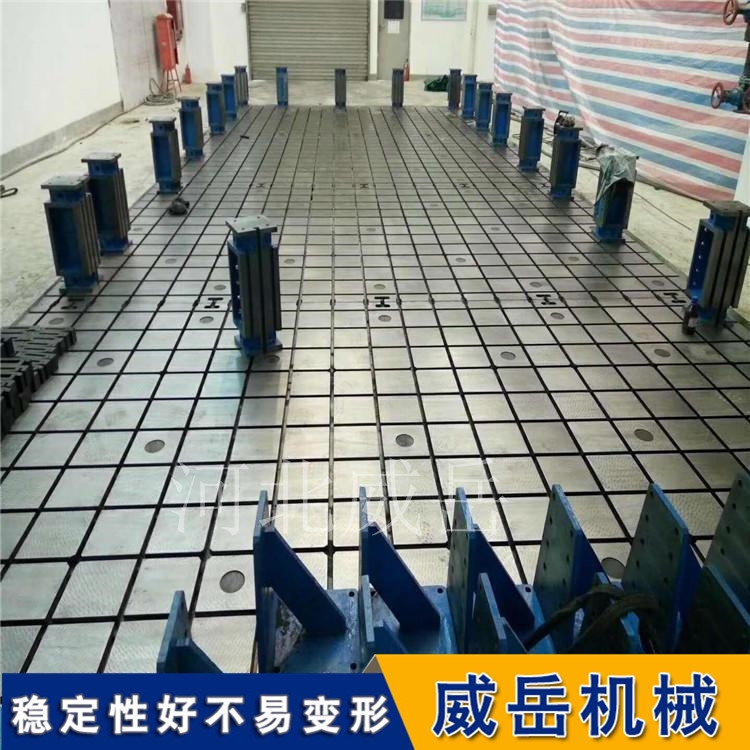
特別要引起注意的是,機床平臺按國標實行定期周檢,檢定周期根據具體情況可為6-12個月。
其次,對使用環境的選擇,機床平臺應安裝在通風、干燥的環境中,并遠離熱源、有腐蝕的氣體、有腐蝕的液體。
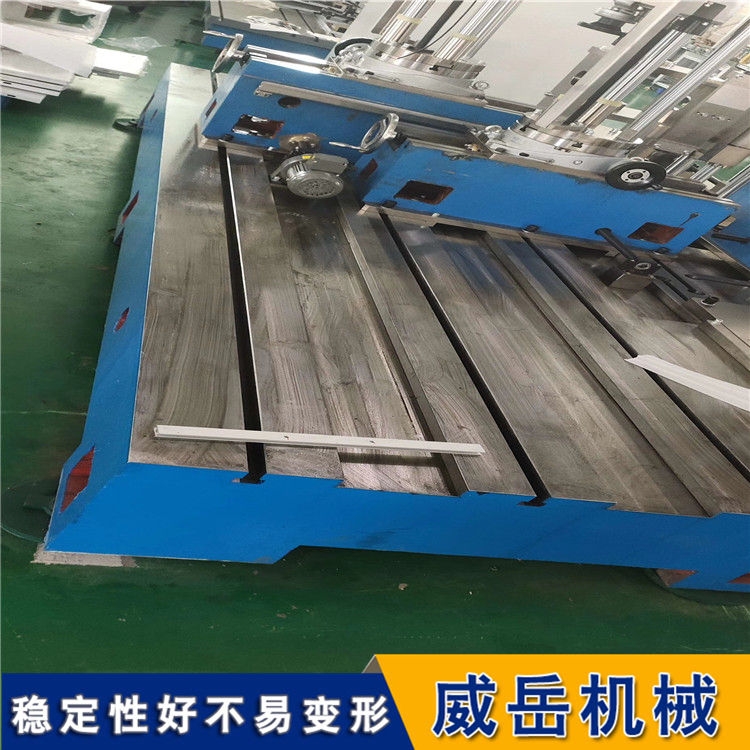
一、使用過氯乙烯填充機床平臺凹陷后等其干燥后才能進行打磨,每次打磨后均需要表面的磨漿和粉塵。
二、采用水磨技術進行打磨,為防止機床平臺經過加工的表面生銹,需要采用防銹水進行打磨。
三、在一到膩子打磨清理干凈后,需要噴涂過氯乙烯道底漆,這樣可以提升機床平臺漆膜的平整度,提升漆膜的光澤。
四、機床平臺涂裝前要對平臺鑄件進行檢查,對表面凹凸不平處要使用工具進行修整。
五、經過機械加工后的機床平臺,涂漆前用金屬清洗劑或潔凈的工業汽油進行淋洗或刷洗,表面的油污和其他污物。
六、機床平臺底漆刷涂或噴、浸要均勻,底漆在使用前充足攪拌均勻,稀釋至適當的年度再進行涂抹。
七、如果使用過氯乙烯填充機床平臺的凹陷,每次刮涂不宜太厚,刮涂厚度一般在0.5毫米左右,每次刮涂等上以次刮涂的材料干后再進行。