- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||


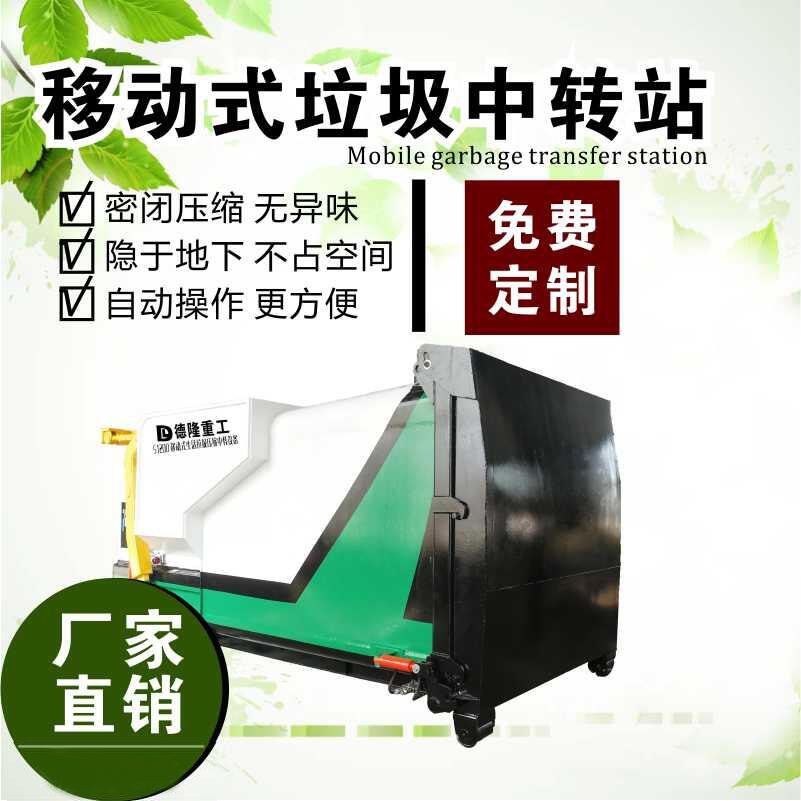
水平式壓縮垃圾中轉(zhuǎn)站產(chǎn)品組成
水平式壓縮垃圾中轉(zhuǎn)站由控制系統(tǒng)、設(shè)備壓縮箱、基坑、液壓泵站、排污系統(tǒng)等組成。
1、控制系統(tǒng):用于控制整個垃圾站的所有動作。
2、設(shè)備壓縮箱:主要用于收集垃圾、對垃圾進行壓縮,再將垃圾裝上運輸車輛;由壓縮箱體、壓縮推鏟、壓縮油缸、箱體前門、前門鎖緊裝置、前門鎖緊油缸、活動上蓋以及檢修孔組成;設(shè)備是整個設(shè)備的主要受力部件,其上下底板和側(cè)板全部用加厚鋼板焊接而成,并且有加強槽鋼加固;箱體兩側(cè)各有兩個鉸耳座與舉升架連接,完成壓縮箱的升降。
3、基坑:是用來放置垃圾站設(shè)備的,與設(shè)備的主要鏈接方式為箱體的法蘭與基坑的預(yù)埋件焊接。
4、液壓泵站:采用單電機帶雙聯(lián)泵工作,零壓啟動;低壓時雙泵供油可快速運行,高壓時低壓泵卸荷,高壓泵單獨工作高壓慢行;工作程序由控制器控制,壓縮時控制壓力繼電器,壓力達到18-20兆帕?xí)r延時10秒,推鏟可自動退回;舉升油缸由行程開關(guān)控制,只有壓縮箱體舉升出地面以后前門油缸才能動作,這樣可防止壓縮箱在地坑內(nèi)由于誤操作將前門打開,損壞前門;主要配件采用正規(guī)廠家,質(zhì)量可靠。
5、排污系統(tǒng):主要是處理垃圾壓縮后的垃圾滲濾液,設(shè)有污水井,垃圾壓縮出的污水可沿地坑流水槽流到污水井,污水井內(nèi)安裝污水泵可及時將污水排到市政污水管網(wǎng)內(nèi)進行處理(無污水管網(wǎng)的地區(qū)還設(shè)有污水儲存池,污水可暫時在里面儲存,等滿后可用吸污車運到污水處理廠進行處理)。
6方水平式壓縮垃圾中轉(zhuǎn)站價格


水平式壓縮垃圾中轉(zhuǎn)站產(chǎn)品工藝
整機鋼板下料采用數(shù)控等離子切割機進行下料,避免板材下料時產(chǎn)生變形,有效提高材料的使用性能;焊接采用對稱焊接法,主要部件采用對接焊后打V型坡口,進行焊接,以降低焊接產(chǎn)生的變形。
涂裝工藝流程:
1、零部件:噴砂(或拋丸)——噴底漆——噴中涂漆——干燥
(1)前處理:焊接后的零部件轉(zhuǎn)入涂裝半成品,噴砂(或拋丸)除銹除油,表面清理干凈,前處理達到Sa2.5級,噴砂材料選擇石英砂(或金剛砂),拋丸選擇金屬鋼丸;
(2)噴底漆:經(jīng)過前處理的零部件在4小時內(nèi)噴涂一道底漆(雨天、大霧天濕度較大應(yīng)立即噴底漆),底漆選擇丙烯酸聚氨酯底漆;
(3)噴中涂漆:底漆噴涂結(jié)束后,間隔10min濕碰濕噴涂一道丙烯酸聚氨酯鋅黃中涂漆,自然干燥或烘干。底漆中涂兩道漆干膜厚度≥50μm。
6方水平式壓縮垃圾中轉(zhuǎn)站價格







品")

網(wǎng)站")