- 產(chǎn)品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
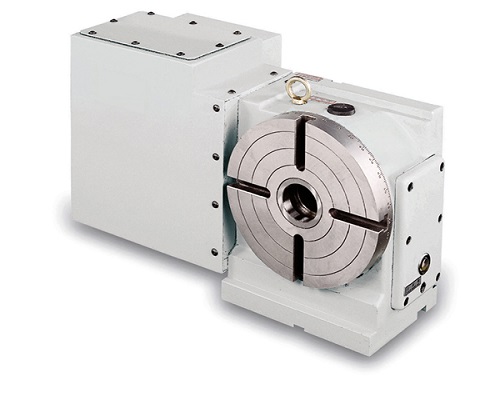
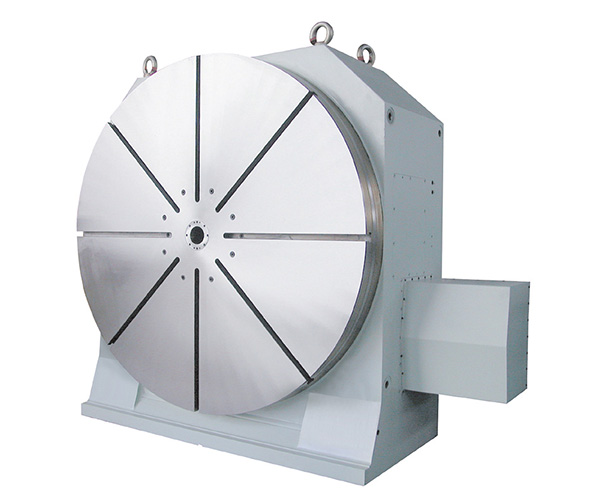
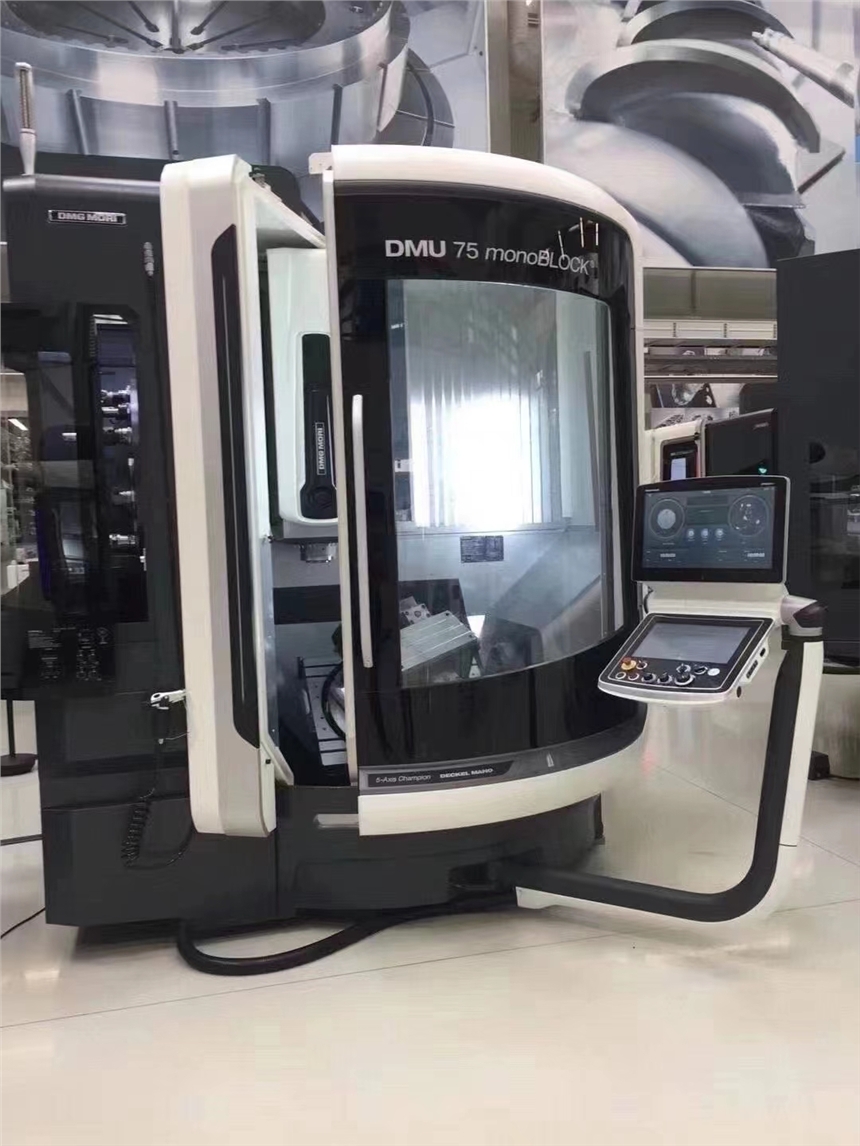
宿松縣 潭興四軸分度盤 210潭興配紐威加工中心龍門機床

機電之家網(wǎng) - 機電行業(yè)權威網(wǎng)絡宣傳媒體
Copyright 2011 jdzj.com All Rights Reserved技術支持:杭州濱興科技有限公司
銷售熱線:0571-28292387  在線客服:0571-87774297
展會合作/友情連接:0571-87774298
在線客服:0571-87774297
展會合作/友情連接:0571-87774298
網(wǎng)站服務咨詢:0571-28292385
投訴熱線:0571-87774297
網(wǎng)站經(jīng)營許可證:浙B2-20080178-4

品")

網(wǎng)站")