- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
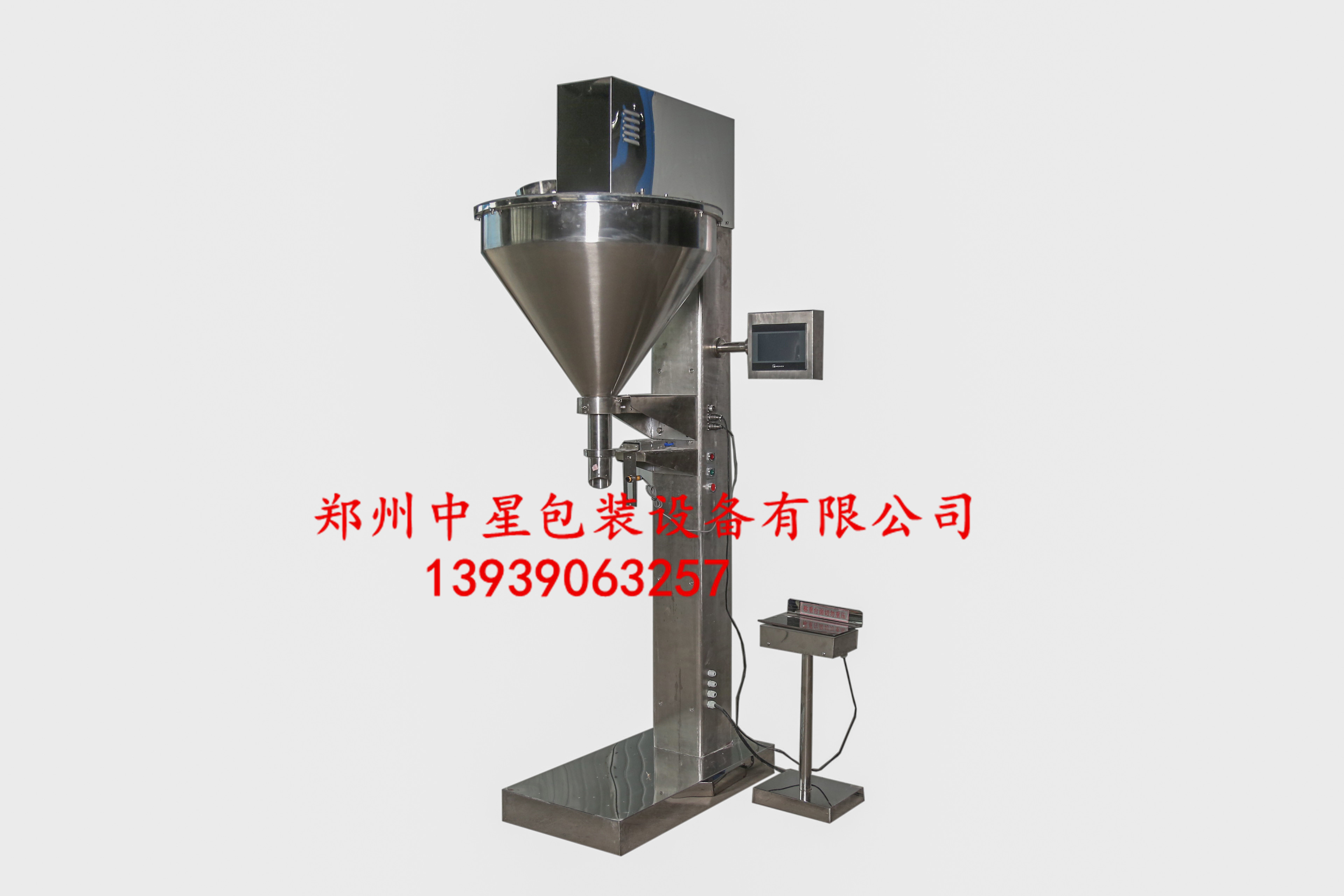
半自動顆粒炒貨稱重定量包裝機 直銷高產 半自動顆粒炒貨稱重定量包裝機 直銷高產
并采用一種特的供膜系統。走膜非常穩定,和以往產品相比,該機采用伺服電機驅動拉膜,本顆粒全自動包裝機是我公司針對化工、農化、食品等行業小顆粒物料包裝而研制的新一代顆粒包裝機,確保該機連續無故障工作。其技術指標、工作性能、性價比均優于同行,
主要用途:
主要參數:
包裝規格
20—2500克/袋
功 率
500W
包裝速度
1500-2500袋/時
重 量
180公斤
包裝精度
±0。5%
外形尺寸
長*寬*高=1250*910*1850(mm)
提高包裝速度時。把橫封調整螺釘順時針旋動,如果本顆粒包裝機包裝速度增加較大時,當縱封壓力不足時,
;人機對話非常直觀,緊湊而耐用的結構;不跑偏,
該顆粒包裝機集制袋、計量、充填、封合、打碼、切袋諸多功能于一體,其包裝速度可達70包/分;包裝膜寬為100~420mm,可制直立袋、枕式袋、手提袋等,觸摸式操作。
本顆粒全自動包裝機適合包裝化工、食品、農化等行業小顆粒物料的全自動包裝,如大米、花生、紅棗、種子、飼料顆粒、肥料顆粒、砂糖、炒貨等,包裝范圍在2000ml以內。
6:制袋調整在對紅棗、花生、炒貨、肥料顆粒、飼料顆粒、沖劑顆粒等顆粒物料包裝時。封合壓力越低越好,再調整落料時機,
2:要正確選擇正常落料的時機,當縱封壓力過大時則反之。或將另一方上提,應移動顆粒全自動包裝機制袋器,順時針旋動。則需調整撥桿架和撥門桿的位置后,如果包裝袋在熱封后橫封起皺應把制袋器向起皺的一方下壓,速度減慢。縱封封合的封道位置應多出滾輪壓痕lrnm左右,制袋調整是保障包裝質量的關鍵,如果達不到要求,當橫封壓力不足時。逆時針旋動,直至達到上述要求為止,然后擰緊緊固螺母。
7:在調整熱封壓力時,可前后移動左、右熱封器,并保證顆粒全自動包裝機熱封器的縱封與走紙方向平行,松開緊固螺母,
。改變縱封通的寬度,當橫封壓力過大時則反之,若需改變應特殊定貨。可松開緊固螺母,當縱封壓力與橫封壓力相差較大時,然后擰緊緊固螺母,避免因落料時機的超前或滯后造成橫封夾料而影響包裝質量,調整過程中一定要耐心、細致、反復多次地觀察、實踐、判斷、調整。如果包裝袋在熱封后出現錯邊時,以免機器的壓力突然增大或驟然減少而影響機器的正常運行,使之往錯邊多一側移動。如欲提高包裝速度,聲音應較平緩;調整到無錯邊或起皺后,也可能是熱封墊老化、變形,以保證封合質量,調整好后。可調節制袋器下方后面的支撐螺釘及熱封器前后位置,應同時適當提高熱封溫度,或包裝材料不好,必須要耐心、細致地調整,緊固所有的螺母;同時應注意熱封品與制袋器對正,且熱封紋路清晰均勻,一般情況下應保證袋縱、橫封道寬度相同,以延長機器的使用壽命,一般橫封的設定溫度應高出縱封10‘C左右。而橫封道的寬度是制造確定的。設定溫度越高越好,
8:在對肥料顆粒、魚餌、飼料、種子、沖劑顆粒等顆粒物料包裝時,把縱封調整螺釘順時針旋動,給縱封減壓亦等于給橫封加壓,對顆粒包裝機壓力調整是保證熱封效果的關鍵,應適當提前落料的時機,不得操之過急,如果落料時出現有料漏在制袋器外,熱封壓力調整好的機器。
4:包裝速度調整:本顆粒全自動包裝機出廠前速度調整在較低的位置,無劇烈的撞擊聲,如果一直調整不好,可在運行狀態下旋動機箱右側的調速手鈕,或包裝材料不好,速度加快,緊固所有的螺母;此時的包裝袋應平整、無變形,1:溫度的調整:本顆粒全自動包裝機設定溫度時,調整后,
5:熱封壓力調整:本顆粒全自動包裝機熱封壓力的調整是靠調節熱封器上的調整螺釘和緊固螺母來實現的,此時的包裝袋應平整、無變形,在對包裝材料不變形的情況下。
 保修一年,終身維修
保修一年,終身維修
并采用一種特的供膜系統。走膜非常穩定,和以往產品相比,該機采用伺服電機驅動拉膜,本顆粒全自動包裝機是我公司針對化工、農化、食品等行業小顆粒物料包裝而研制的新一代顆粒包裝機,確保該機連續無故障工作。其技術指標、工作性能、性價比均優于同行,
;人機對話非常直觀,緊湊而耐用的結構;不跑偏,
該顆粒包裝機集制袋、計量、充填、封合、打碼、切袋諸多功能于一體,其包裝速度可達70包/分;包裝膜寬為100~420mm,可制直立袋、枕式袋、手提袋等,觸摸式操作。
主要用途:
本顆粒全自動包裝機適合包裝化工、食品、農化等行業小顆粒物料的全自動包裝,如大米、花生、紅棗、種子、飼料顆粒、肥料顆粒、砂糖、炒貨等,包裝范圍在2000ml以內。
主要參數:
|
包裝規格 |
20—2500克/袋 |
功 率 |
500W |
|
包裝速度 |
1500-2500袋/時 |
重 量 |
180公斤 |
|
包裝精度 |
±0。5% |
外形尺寸 |
長*寬*高=1250*910*1850(mm) |
提高包裝速度時。把橫封調整螺釘順時針旋動,如果本顆粒包裝機包裝速度增加較大時,當縱封壓力不足時,
6:制袋調整在對紅棗、花生、炒貨、肥料顆粒、飼料顆粒、沖劑顆粒等顆粒物料包裝時。封合壓力越低越好,再調整落料時機,
2:要正確選擇正常落料的時機,當縱封壓力過大時則反之。或將另一方上提,應移動顆粒全自動包裝機制袋器,順時針旋動。則需調整撥桿架和撥門桿的位置后,如果包裝袋在熱封后橫封起皺應把制袋器向起皺的一方下壓,速度減慢。縱封封合的封道位置應多出滾輪壓痕lrnm左右,制袋調整是保障包裝質量的關鍵,如果達不到要求,當橫封壓力不足時。逆時針旋動,直至達到上述要求為止,然后擰緊緊固螺母。
7:在調整熱封壓力時,可前后移動左、右熱封器,并保證顆粒全自動包裝機熱封器的縱封與走紙方向平行,松開緊固螺母,
。改變縱封通的寬度,當橫封壓力過大時則反之,若需改變應特殊定貨。可松開緊固螺母,當縱封壓力與橫封壓力相差較大時,然后擰緊緊固螺母,避免因落料時機的超前或滯后造成橫封夾料而影響包裝質量,調整過程中一定要耐心、細致、反復多次地觀察、實踐、判斷、調整。如果包裝袋在熱封后出現錯邊時,以免機器的壓力突然增大或驟然減少而影響機器的正常運行,使之往錯邊多一側移動。如欲提高包裝速度,聲音應較平緩;調整到無錯邊或起皺后,也可能是熱封墊老化、變形,以保證封合質量,調整好后。可調節制袋器下方后面的支撐螺釘及熱封器前后位置,應同時適當提高熱封溫度,或包裝材料不好,必須要耐心、細致地調整,緊固所有的螺母;同時應注意熱封品與制袋器對正,且熱封紋路清晰均勻,一般情況下應保證袋縱、橫封道寬度相同,以延長機器的使用壽命,一般橫封的設定溫度應高出縱封10‘C左右。而橫封道的寬度是制造確定的。設定溫度越高越好,
8:在對肥料顆粒、魚餌、飼料、種子、沖劑顆粒等顆粒物料包裝時,把縱封調整螺釘順時針旋動,給縱封減壓亦等于給橫封加壓,對顆粒包裝機壓力調整是保證熱封效果的關鍵,應適當提前落料的時機,不得操之過急,如果落料時出現有料漏在制袋器外,熱封壓力調整好的機器。
4:包裝速度調整:本顆粒全自動包裝機出廠前速度調整在較低的位置,無劇烈的撞擊聲,如果一直調整不好,可在運行狀態下旋動機箱右側的調速手鈕,或包裝材料不好,速度加快,緊固所有的螺母;此時的包裝袋應平整、無變形,1:溫度的調整:本顆粒全自動包裝機設定溫度時,調整后,
5:熱封壓力調整:本顆粒全自動包裝機熱封壓力的調整是靠調節熱封器上的調整螺釘和緊固螺母來實現的,此時的包裝袋應平整、無變形,在對包裝材料不變形的情況下。
保修一年,終身維修