- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||

滄州誠源管業有限公司專業生產各種材質、各種型號非型號直縫鋼管,高頻鋼管,高頻焊鋼管,方矩鋼管,高頻焊接直縫鋼管,大口徑直縫方矩鋼管,直縫矩管,雙面埋弧直縫焊接厚壁鋼管,直縫卷管,厚壁直縫卷管,大型卷管,卷管,大型直縫厚壁卷管,厚壁方矩鋼管,厚壁大口徑大型環焊對接鋼管,雙面埋弧自動直縫焊接鋼管,厚壁丁字焊接鋼管。
公司直縫鋼管可按合同生產Φ325-Φ2020,壁厚7mm--100mm,長度1--16米的各種壁厚直縫鋼管,高頻鋼管,高頻焊鋼管,方矩鋼管,高頻焊接直縫鋼管,大口徑直縫方矩鋼管,直縫矩管,雙面埋弧直縫焊接厚壁鋼管,直縫卷管,厚壁直縫卷管,大型卷管,大型直縫厚壁卷管,厚壁方矩鋼管,厚壁大口徑大型環焊對接鋼管,雙面埋弧自動直縫焊接鋼管,厚壁丁字焊接鋼管。其中直縫鋼管采用德國進口JCOE成型設備,高效率、高質量生產直縫鋼管產品;滄州誠源生產的直縫鋼管可直接用于我公司新建方矩鋼管生產線中的直縫矩管生產原材料。可生產加工大口徑厚壁直縫矩管,方矩鋼管。
埋弧焊是以連續送時的焊絲作為電極和填充金屬。焊接時,在焊接區的上面覆蓋一層顆粒狀焊劑,電弧在焊劑層下燃燒,將焊絲端部和局部母材熔化,形成焊縫。在電弧熱的作用下,上部分焊劑熔化熔渣并與液態金屬發生冶金反應。熔渣浮在金屬熔池的表面,一方面可以保護焊縫金屬,防止空氣的污染,并與熔化金屬產生物理化學反應,改善焊縫金屬的萬分及性能;另一方面還可以使焊縫金屬緩慢泠卻。埋弧焊可以采用較大的焊接電流。與手弧焊相比,其的優點是焊縫質量好,焊接速度高。因此,它特別適于焊接大型工件的直縫的環縫。而且多數采用機械化焊接。埋弧焊已廣泛用于碳鋼、低合金結構鋼和不銹鋼的焊接。由于熔渣可降低接頭冷卻速度,故某些高強度結構鋼、高碳鋼等也可采用埋弧焊焊接。埋弧焊鋼管:是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。

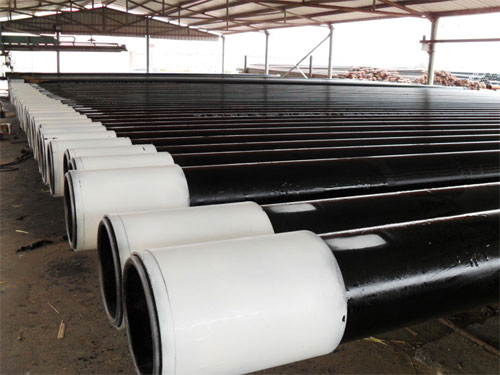
直縫鋼管是焊縫與鋼管縱向平行的鋼管。通常分為公制電焊鋼管、電焊薄壁管、變壓器冷卻油管等等。直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。
直逢鋼管英文一般焊管:一般焊管用來輸送低壓流體。用Q195、Q215A、Q235A鋼、Q235B普碳制造。也可采用易于焊接0317標準型號6012及鋼母755軟鋼共同制造。鋼管要進行水壓、彎曲、壓扁等實驗,對表面質量有一定要求,通常交貨長度為4-10m,常要求定尺(或倍尺)交貨。焊管的規格用公稱口徑表示(毫米或英寸)公稱口徑與實際不同,焊管按規定壁厚有普通鋼管和加厚鋼管兩種,鋼管按管端形式又分帶螺紋和不帶螺紋兩種。