- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
直縫鋼管的主要加工方法有: 鍛造鋼材:利用鍛錘的往復沖擊力或壓力機的壓力使坯料改變成我們所需的形狀和尺寸的一種壓力加工方法。 擠壓:是鋼材將金屬放在密閉的擠壓簡內,一端施加壓力,使金屬從規定的模孔中擠出而得到有同形狀和尺寸的成品的加工方法,多用于生產有色金屬材鋼材。 軋制:將鋼材金屬坯料通過一對旋轉軋輥的間隙(各種形狀),因受軋輥的壓縮使材料截面減小,長度增加的壓力加工方法。 拉撥鋼材:是將已經軋制的金屬坯料(型、管、制品等)通過模孔拉撥成截面減小長度增加的加工方法大多用作冷加工。
大口徑直縫鋼管標準及材質
1.標準 大口徑直縫鋼管國內一般采用GB/T3091-2008、GB/T9711.1-1997、API
2.材質 大口徑直縫鋼管常用材質有Q
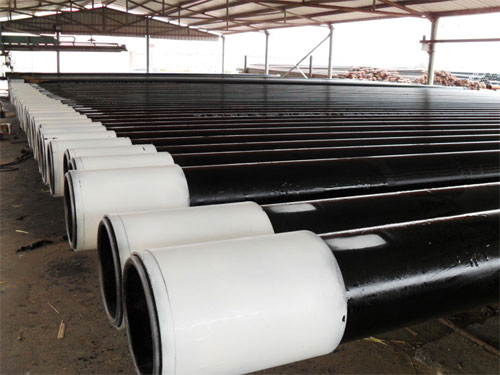
大口徑直縫鋼管工藝流程 大口徑直縫鋼管主要以雙面埋弧焊生產工藝為主,產品經折彎、合縫、內焊、外焊、矯直、平頭等多道工序,達到相關標準要求。
大口徑直縫鋼管用途 大口徑直縫鋼管是大型管道工程、輸水輸氣工程、城市管網建設的最佳選擇,國家西氣東輸使用該類型鋼管達20萬噸,市場前景廣闊。
大口徑直縫鋼管重量公式 [(外徑-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
質量檢驗 根據GB/T3091-2008《低壓流體輸送用焊接鋼管》標準的規定,鋼管的內外表面應光滑,不允許有折疊、裂縫、分層、搭焊、斷弧、燒穿及其他深度超過壁厚下偏差的允許有深度不超過壁厚下偏差的其他局部缺陷存在。 鋼管應做機械性能試驗、拉伸試驗、彎曲試驗、壓扁試驗、導向彎曲試驗以及液壓試驗,并要達到標準規定的要求。鋼管應能承受一定的內壓力,最大試驗壓力為5.05Mpa,保持時間不小于5S,實驗過程中,鋼管不出現滲漏現象。電阻焊鋼管允許用超聲波探傷檢驗或渦流探傷檢驗代替液壓試驗。埋弧焊鋼管允許有超聲波探傷檢驗或射線探傷檢驗代替液壓試驗。