- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
滄州誠源管業制造有限公司聯系人關越誠 15831783000 電話:0317-5128660傳真:0317-6090783 QQ:1060489186我公司專業生產雙面埋弧焊螺旋鋼管、高頻直縫焊管的大型企業。公司以“至誠至信,雙力雙贏”為根本宗旨,堅持科技興企的發展戰略,恪守商規,創新進取,贏得了聲譽,贏得了市場,得到了社會各階層的認可。
公司占地面積30萬平方米,建筑面積6萬平方米,注冊資金1000萬元,總資產2.2億元。現有員工500余名,其中中專、大專、本科學歷的管理人員36名,助工、工程師以上職稱的技術人員128名。公司擁有雙面埋弧焊螺旋鋼管生產線4條,年產Φ219-3600*6
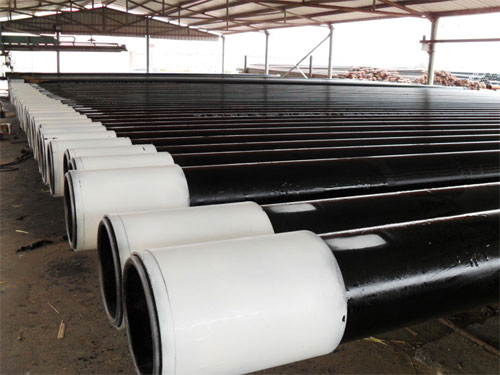
螺旋鋼管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管. (1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。 (2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。 (3)成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。 (4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。 (5)采用外控或內控輥式成型。 (6)采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。 (7)內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接規范。 (8)焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了100%的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時消除缺陷。 (9)采用空氣等離子切割機將鋼管切成單根。
在螺旋鋼管的使用和生產進程中,人類發明了很多的優秀的焊接和生產的方法,大大促進了這一行業的穩步快速的發展,同時也使得此行業在發展中得到優化。其中埋弧自動焊是在1940年發明的一種新的焊接方法,它和前面的手工焊相同的地方是它還是采用渣保護,但是這個渣不是焊條的藥皮,是專門熔煉出來的焊藥。改成焊絲以后,用送焊絲的裝置和焊絲盤,連續地送給焊絲,這種焊接方法是連續送進的焊絲,在可熔化的顆粒狀的焊劑覆蓋下引燃電弧,使焊絲、母材和焊劑的一部分熔化和蒸發構成一個空腔,電弧是在空腔里面穩定燃燒,所以把它稱之為埋弧自動焊。電弧是埋在空腔里邊的。這個焊藥系統由一個漏斗裝的焊藥通過一個管道輸送到要焊接的前面.第二個不同是不采用焊條,采用焊絲,因為焊絲可以連續送給;焊條,我們燒完一根焊條總得有一個焊條頭就給扔了,而且操作得停下來,換焊條然后再焊。