- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
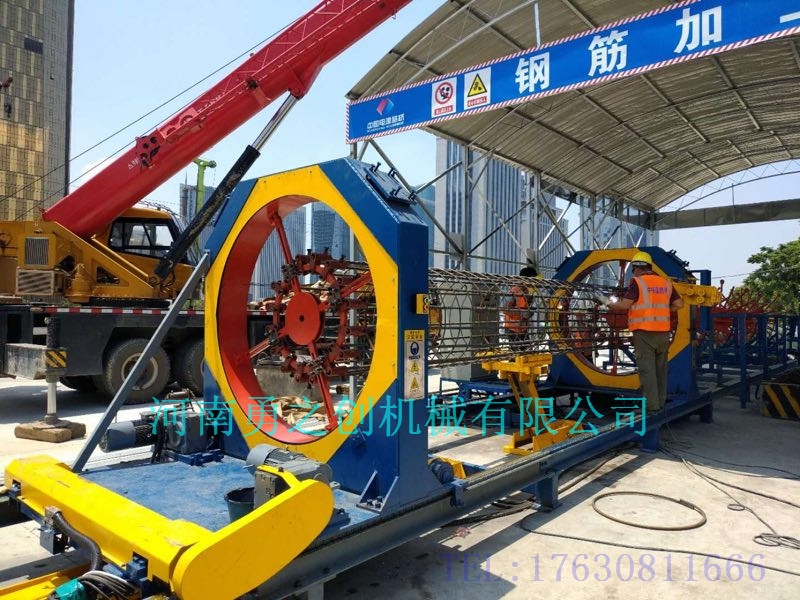
陜西省寶雞市【數控鋼筋籠滾焊機】價格價格



線焦點【數據揭秘】10月18日融資余額占流通市值比融資余額下滑36.50億元融資客搶籌這20股(機構上調13股評級溫氏股份目標漲幅31.29%330股獲買入評級31只股或漲超50%122股機構關注掌閱科技漲幅空間最大權重股穩定市場后市圍繞業績挖掘投資機誠聘英才|關于我們|廣告服務|合作伙伴|法律聲明|征稿啟事|網站地圖|友鏈申請本站所有文章、數據僅供參考,使用前務請仔細閱讀法律聲明,風險自負
料全自動液壓機、-和SC生產線及H
-工藝碳纖13 福2017年半年度報告全文維制品生產線等能夠極大滿足汽車等現代大規模工業化生產行業對復合材料零部件大批、高品質的汽車輕化市場需求。報告期內,子公司海源新材料已有多條生產線投入生產,公司與寧德時代新能源、吉利、華晨寶馬、宇通、柳汽等客戶已陸續達成批供貨合作協議。同時,與多家內知名汽車整車生產企業和重要汽車零部件生產企業在洽談

材料要求和設備機具配置(1)鋼筋進場時,應附有出廠質量證明書或出廠檢驗報告單,應進行外觀檢查,并將外觀檢查不合格的鋼筋及時剔除。核對每捆或每盤鋼筋上的標志是否與出廠質量證明書的型號,批號(爐號)相同,規格及型號是否符合設計要求。
(2)主要施工機具設備有對焊機及配套的對焊平臺,調直機,除銹機或鋼絲刷,鋼筋切斷機,鋼筋彎曲機,電焊機,絕緣鞋,防護深色眼鏡,其數量配備根據加工廠大小確定。技術要求(1)所使用的機械及設備具有合格的出廠證明及使用期限。 (2)在大面積進行鋼筋籠加工及安裝前進行施工工藝試驗,確定工藝參數。
(3)鋼筋籠的直徑,鋼筋間距,垂直度等應符合設計及規范要求。施工準備要求:鋼筋到達現場,其品種,級別和規格符合設計要求,并附有產品合格證,附件清單和有關材質報告單或檢查報告,現場質檢員已按要求進行外觀檢查,并按60t為驗收批進行力學性能抽驗。
造項目逐步投產;同時市政工程、工礦企業以及配網建設對公司開關成套產品需求旺盛,報告期內公司開關成套產品收入增幅達到36.62%,對業績增長貢獻較大。其余累計大單資金凈流入超過500萬元的中小盤機械設備股還有24只,分別為:北京科銳、中超電纜、龍源技術、科士達、科新機電、江蘇神通、豐東股份、尤洛卡、春興精工、新界泵業、金通靈、理工監測、新聯電子、鋼研高納、新研股份、泰爾重工、松德股份、東方鐵塔、圣陽
議關注競爭優秀的公司,傳統設備領域關注市場份額穩健擴張、盈利能提升、資產負債表修復的龍頭企業,成長行業我們建議關注行業景氣度高、高增長標的。工程機械觀點:今年以來,工程機械行業強勁復蘇,業績改善,但個股沒有特別突出的表現,從中報情況來看,我們認為主要是行業龍頭企業在處理歷史包袱,資產負債表的修復給企業的凈利潤率的造成了壓制。我們預計工程機械行業的復蘇將持續2-3年,穩定的復蘇動主要來源于
陜西省寶雞市【數控鋼筋籠滾焊機】價格價格
優質鋼筋彎曲中心
優質鋼筋彎曲中心
陜西省寶雞市【數控鋼筋籠滾焊機】價格價格

熱軋圓盤條,熱軋帶肋鋼筋的檢驗應符合規定;正式焊接前進行可焊性試驗和焊接參數試驗,取得相應的焊接參數;按材料表或技術交底書進行配料;砌筑隔離圍墻,修建鋼筋加工棚,對場地進行硬化,修整完善排水系統,規劃場地。
施工要求 鋼筋儲存鋼筋的外觀檢查合格后,應按鋼筋品種,等級,牌號,規格及生產廠家分類堆放,不得混雜,且應設立識別標志。鋼筋在儲存過程中應避免銹蝕和污染,宜在庫內或棚內存放,露天堆置時,應架空存放,離地面不宜小于300mm,應加以遮蓋。
鋼筋的除銹加工方法鋼筋均應清除油污和捶打能剝落的浮皮,鐵銹。大量除銹,可通過鋼筋冷拉或鋼筋調直機調直過程中完成;少量的鋼筋除銹,可采用電動除銹機或噴砂方法除銹,鋼筋局部除銹可采取人工用鋼絲刷或砂輪等方法進行。
注意事項及質量要求如除銹后鋼筋表面有嚴重的麻坑,斑點等。已傷蝕截面時,應降級使用或剔出不用,帶有蜂窩狀銹跡鋼筋,不得使用。鋼筋配料配料單編制:鋼筋應平直,無局部彎折,對彎曲的鋼筋應調直后使用。調直可采用冷拉或調直機調直冷拉法多用于較細鋼筋的調直,調直機多用于較粗鋼筋的調直。
數控彎曲中心特點
陜西省寶雞市【數控鋼筋籠滾焊機】價格價格
集資金投資項目,加強巖土鉆孔機械裝備制造的技術改造,增強公司高技術含、高附加值產品的研發和制造能,突破公司產能瓶頸,擴大內外市場份額;同時,公司將進一步產品結構和市場布局,完善公司技術創新平臺,加快人才隊伍和企業文化建設,提升公司軟實。”2、近三年實際情況鑒于全球經濟持續低迷以及內上下業不斷萎縮的程度超出了預計情形,盡管公司董事和全體員工齊心協,攻堅克難,但終究難以抵擋行業下

采用冷拉法調直時應勻速慢拉,Ⅰ級鋼筋冷拉率應≦2﹪,牌號鋼筋冷拉率應≦1﹪.用調直機調直鋼筋時,表面傷痕不應使截面面積減少5﹪以上。調直后的鋼筋應平直,無局部彎折,冷拔低碳鋼筋表面不得有明顯擦傷。鋼筋下料。
下料前認真核對鋼筋規格,級別及加工數量,無誤后按配料單下料。 鋼筋彎曲成型前,應根據配料表要求長度分別截斷,通常用鋼筋切斷機進行。在缺乏設備時,可用斷絲鉗,手動液壓切斷。在鋼筋切斷前,先在鋼筋上用粉筆按配料單標注下料長度將切斷位置做明顯標記,切斷時,切斷標記對準刀刃將鋼筋放入切割槽將其切斷。
應將同規格鋼筋根據不同長短搭配,統籌排料;一般先斷長料。后斷短料,一減少短頭和損耗。避免用短尺量長料,防止產生累計誤差,應在工作臺上標出尺寸,刻度,并設置控制斷料尺寸用的擋板。切斷過程中如發現劈裂,縮頭或嚴重的彎頭等,必須切除,切斷后鋼筋斷口不得有馬蹄形或起彎等現象,鋼筋長度偏差不得小于±10mm 4.4.4 鋼筋半成品宜在加工棚內集中加工。

陜西省寶雞市【數控鋼筋籠滾焊機】價格價格
大型數控彎曲中心
規島工程建設高效有序地進行。(中核電網)公司要聞智慧松德():公司發布對外投資公告,擬在重慶市渝北區設立全資子(以下簡稱重慶大宇),以作為重慶大宇智能裝備及機器人產業園項目實施主體。川潤股份():公司發布三季度報告,前三個季度,公司累計實現收入1.31億元,同比增長1.8%;實現歸屬上市公司股東的凈利潤負的175.8萬元,同比下降143.2%;實現基本每股收益-0.0042元,同比下降14
鋼筋的彎曲成型加工方法鋼筋的彎曲成型多用彎曲機進行。螺旋形鋼筋成型,小直徑可用手搖滾筒成型;較粗鋼筋。可在鋼筋彎曲機的工作盤上設一個型鋼制成的加工圓盤,盤外直徑相當于需加工螺旋筋的內徑,插孔相當于彎曲機扳柱間距,使用時將鋼筋一頭固定,即可按一般鋼筋彎曲加工方法彎成所需的螺旋形鋼筋。注意事項及質量要求。
鋼筋彎曲時應將個彎曲點位置劃出,劃線尺寸應根據不同彎曲角度和鋼筋直徑扣除鋼筋彎曲調直值。劃線應在工作臺上進行,如無劃線臺而直接以尺度量化線時,應使用長度適當的木尺接量,以防發生差錯。第一根鋼筋彎曲成型后,應與配料表進行復核,復核要求后再成批加工。成型后的鋼筋要求形狀正確,平面上浮無凹曲。彎點處無裂縫。其尺寸允許偏差為:全長±10mm,箍筋邊長±5mm,箍筋邊長±5mm。
鋼筋的連接接頭焊工必須經考試合格后持證上崗。鋼筋焊接前,必須根據施工條件進行試焊向左轉|向右轉向左轉|向右轉評論 分享 收起聶建平754推薦于箍筋間距要符合圖紙設計要求;主筋焊接接頭要符合規范規定及接頭率百分之五十,相互錯開35D,主筋長度控制在規范要求內,加強箍筋不大于2M;其次就是焊接接頭的質量單面焊不小于10D,焊縫的質量要求等,具體你要看一下施工規范等相關要求。追問
陜西省寶雞市【數控鋼筋籠滾焊機】價格價格

陜西省寶雞市【數控鋼筋籠滾焊機】價格價格。





