- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
陜西省安康市【2.5米鋼筋籠繞絲機】一臺價格多少


業觀點與組合:考慮宏觀和行業因素,繼續維持機械行業“持有”評級。在行業的投資主線上,挖掘未來白馬股是弱勢市場的最優策略,而在內經濟進入新常態的背景下,我們建議重點關注供給側收縮較早、際化推動度較大的周期品種,以及在經濟溫和回暖時實現增長中樞向上的優秀成長企業。看好業績逐步加速、可以看到成長空間的優秀企業。建議關注智能裝備/智能物流/智能包裝/智能立體停、油氣產業鏈、節能環保裝備、
機械設備指數下跌2.55%,滬深300指數上漲0.15%,創業。板指下跌2.38%。機械設備在全部28個行業中漲幅排名第22位。在全部機械股中,漲幅前三位分別是維宏股份、新坐標、應流股份,一周漲幅分別為11.31%、10.34%、10.15%。2.主要行業動態。(一)油氣板塊:下發通知應對天然氣需求持續旺盛,今年以來天然氣消費增長明顯加快。(二)煤化工:新疆100萬噸/年煤制油項目環評批復。

材料要求和設備機具配置(1)鋼筋進場時,應附有出廠質量證明書或出廠檢驗報告單,應進行外觀檢查,并將外觀檢查不合格的鋼筋及時剔除。核對每捆或每盤鋼筋上的標志是否與出廠質量證明書的型號,批號(爐號)相同,規格及型號是否符合設計要求。
(2)主要施工機具設備有對焊機及配套的對焊平臺,調直機,除銹機或鋼絲刷,鋼筋切斷機,鋼筋彎曲機,電焊機,絕緣鞋,防護深色眼鏡,其數量配備根據加工廠大小確定。技術要求(1)所使用的機械及設備具有合格的出廠證明及使用期限。 (2)在大面積進行鋼筋籠加工及安裝前進行施工工藝試驗,確定工藝參數。
(3)鋼筋籠的直徑,鋼筋間距,垂直度等應符合設計及規范要求。施工準備要求:鋼筋到達現場,其品種,級別和規格符合設計要求,并附有產品合格證,附件清單和有關材質報告單或檢查報告,現場質檢員已按要求進行外觀檢查,并按60t為驗收批進行力學性能抽驗。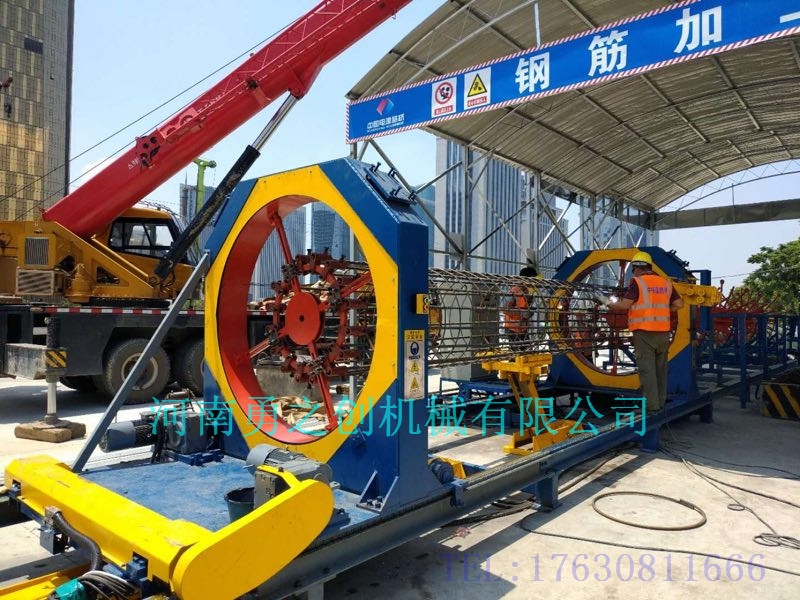
展目標為“公司爭取在‘十二五’期間,實現營業收入年均30%遞增,爭在2015年成為規模較大、技術研1-1-11 發實較強、制造與服務優勢突出、內外的鉆孔機械裝備制造企業”。上市當年及后兩年的發展規劃為“當年和未來兩年,公司計劃完成本次發行上市并實施本次募集資金投資項目,加強巖土鉆孔機械裝備制造的技術改造,增強公司高技術含、高附加值產品的研發和制造能,突破公司產能瓶頸,擴大內外市場份
產的。鋁塑泡罩包裝機主要用于包裝膠囊、片劑、膠丸、栓劑、奶片、糖果、小五金等固狀藥品和食品。以下為您介紹的是:的高速輥板鋁塑泡罩包機:高速輥板鋁塑泡罩包機
H260H高速輥板鋁塑泡罩包裝機(已獲家發明專利,專利號:Z0.1)是對藥品(片劑、膠囊)食品、醫療器械、保健品、電子元件及其類似物料進行泡罩式鋁(
)/塑(
VC)復合密封包裝的專用設備,由于采用壓成形,壓熱封,故具有泡罩挺括,
陜西省安康市【2.5米鋼筋籠繞絲機】一臺價格多少
鋼筋彎曲中心
數控彎曲中心
陜西省安康市【2.5米鋼筋籠繞絲機】一臺價格多少

熱軋圓盤條,熱軋帶肋鋼筋的檢驗應符合規定;正式焊接前進行可焊性試驗和焊接參數試驗,取得相應的焊接參數;按材料表或技術交底書進行配料;砌筑隔離圍墻,修建鋼筋加工棚,對場地進行硬化,修整完善排水系統,規劃場地。
施工要求 鋼筋儲存鋼筋的外觀檢查合格后,應按鋼筋品種,等級,牌號,規格及生產廠家分類堆放,不得混雜,且應設立識別標志。鋼筋在儲存過程中應避免銹蝕和污染,宜在庫內或棚內存放,露天堆置時,應架空存放,離地面不宜小于300mm,應加以遮蓋。
鋼筋的除銹加工方法鋼筋均應清除油污和捶打能剝落的浮皮,鐵銹。大量除銹,可通過鋼筋冷拉或鋼筋調直機調直過程中完成;少量的鋼筋除銹,可采用電動除銹機或噴砂方法除銹,鋼筋局部除銹可采取人工用鋼絲刷或砂輪等方法進行。
注意事項及質量要求如除銹后鋼筋表面有嚴重的麻坑,斑點等。已傷蝕截面時,應降級使用或剔出不用,帶有蜂窩狀銹跡鋼筋,不得使用。鋼筋配料配料單編制:鋼筋應平直,無局部彎折,對彎曲的鋼筋應調直后使用。調直可采用冷拉或調直機調直冷拉法多用于較細鋼筋的調直,調直機多用于較粗鋼筋的調直。
2-32鋼筋彎曲中心
陜西省安康市【2.5米鋼筋籠繞絲機】一臺價格多少
興全趨勢投資合型證券投資基金6142.510.88↓246.35申萬宏源證券-工商銀行-申萬宏源寶鼎眾盈1號集合資產管理計劃4941.650.71不變匯金資產管理有限責任公司4105.020.59-富中證有企業改革指數分級證券投資基金2779.530.40不變全保基金一八組合2568.300.37不變投資者關系|關于同花順|軟件下載|法律聲明|運營許可|內容合作|聯系我們|友情鏈接

采用冷拉法調直時應勻速慢拉,Ⅰ級鋼筋冷拉率應≦2﹪,牌號鋼筋冷拉率應≦1﹪.用調直機調直鋼筋時,表面傷痕不應使截面面積減少5﹪以上。調直后的鋼筋應平直,無局部彎折,冷拔低碳鋼筋表面不得有明顯擦傷。鋼筋下料。
下料前認真核對鋼筋規格,級別及加工數量,無誤后按配料單下料。 鋼筋彎曲成型前,應根據配料表要求長度分別截斷,通常用鋼筋切斷機進行。在缺乏設備時,可用斷絲鉗,手動液壓切斷。在鋼筋切斷前,先在鋼筋上用粉筆按配料單標注下料長度將切斷位置做明顯標記,切斷時,切斷標記對準刀刃將鋼筋放入切割槽將其切斷。
應將同規格鋼筋根據不同長短搭配,統籌排料;一般先斷長料。后斷短料,一減少短頭和損耗。避免用短尺量長料,防止產生累計誤差,應在工作臺上標出尺寸,刻度,并設置控制斷料尺寸用的擋板。切斷過程中如發現劈裂,縮頭或嚴重的彎頭等,必須切除,切斷后鋼筋斷口不得有馬蹄形或起彎等現象,鋼筋長度偏差不得小于±10mm 4.4.4 鋼筋半成品宜在加工棚內集中加工。

陜西省安康市【2.5米鋼筋籠繞絲機】一臺價格多少
五軸數控彎曲中心
和實現定制化將是制造業未來重要目標,“物美價廉”不再是競爭最利武器;2)中人口結構、勞成本、產品競爭等決定了傳統擴張模式落下帷幕,我們預計2015-2025年體勞動適齡人口或減少1000萬人/年,此期間完成升級至關重要;3)標準體系是未來全球爭奪焦點,中必須加快行動。中具備三大升級基礎:1)技術、品牌小有積累,中企業有望站上“微笑曲線”更高端;2)C端需求互聯網化,推動端(an

鋼筋的彎曲成型加工方法鋼筋的彎曲成型多用彎曲機進行。螺旋形鋼筋成型,小直徑可用手搖滾筒成型;較粗鋼筋。可在鋼筋彎曲機的工作盤上設一個型鋼制成的加工圓盤,盤外直徑相當于需加工螺旋筋的內徑,插孔相當于彎曲機扳柱間距,使用時將鋼筋一頭固定,即可按一般鋼筋彎曲加工方法彎成所需的螺旋形鋼筋。注意事項及質量要求。
鋼筋彎曲時應將個彎曲點位置劃出,劃線尺寸應根據不同彎曲角度和鋼筋直徑扣除鋼筋彎曲調直值。劃線應在工作臺上進行,如無劃線臺而直接以尺度量化線時,應使用長度適當的木尺接量,以防發生差錯。第一根鋼筋彎曲成型后,應與配料表進行復核,復核要求后再成批加工。成型后的鋼筋要求形狀正確,平面上浮無凹曲。彎點處無裂縫。其尺寸允許偏差為:全長±10mm,箍筋邊長±5mm,箍筋邊長±5mm。
鋼筋的連接接頭焊工必須經考試合格后持證上崗。鋼筋焊接前,必須根據施工條件進行試焊向左轉|向右轉向左轉|向右轉評論 分享 收起聶建平754推薦于箍筋間距要符合圖紙設計要求;主筋焊接接頭要符合規范規定及接頭率百分之五十,相互錯開35D,主筋長度控制在規范要求內,加強箍筋不大于2M;其次就是焊接接頭的質量單面焊不小于10D,焊縫的質量要求等,具體你要看一下施工規范等相關要求。追問
陜西省安康市【2.5米鋼筋籠繞絲機】一臺價格多少

陜西省安康市【2.5米鋼筋籠繞絲機】一臺價格多少。





