- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
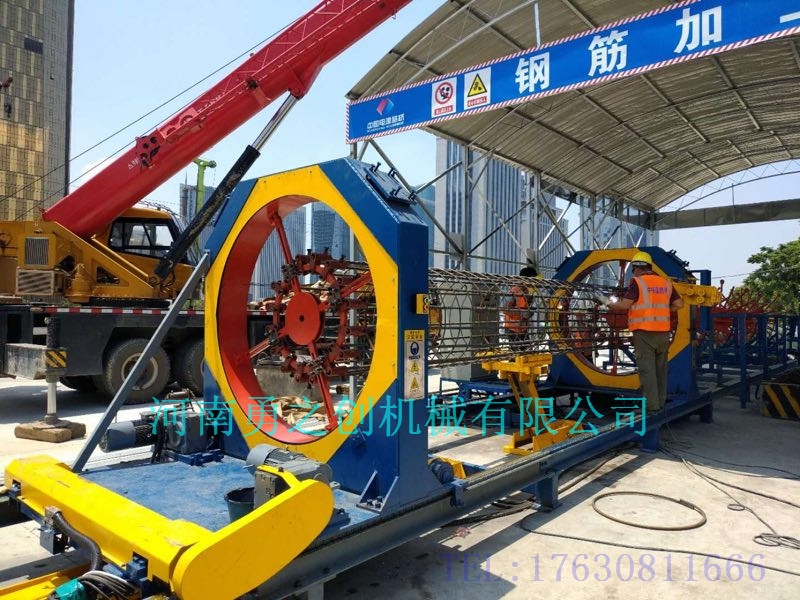
【XGJ3000鋼筋籠滾焊機】吉林白城專業制造


、9.22%和9.99%。行業要聞工程機械:今年以來,機械工業全行業保持了平穩健康發展的良好態勢,行業主要經濟指標好于預期,扭轉了外貿進出口增速同比下降的走勢。中機械工業聯合提供的數據顯示,今年1-7月,機械工業累計實現進出口總額3954.39億美元,同比增長8.91%。其中,進口1678.16億美元,同比增長11.78%;出口2276.23億美元,同比增長6.88%;實現貿易順差598億美元
achineyScience&echnooyCo.,.”。詳見公司于2015年10月28日、2016年1月28日和2016年2月20日在《上海證券報》和上海證券交易所網站()上披露的相關公告。根據以上決議,公司已辦理完成了相關工商變更登記手續,公司名稱式變更為“”。特此公告。董事2016年4月15日證券代碼:證券簡稱:S通公告編號:2016-011董事審議變更證券簡稱

材料要求和設備機具配置(1)鋼筋進場時,應附有出廠質量證明書或出廠檢驗報告單,應進行外觀檢查,并將外觀檢查不合格的鋼筋及時剔除。核對每捆或每盤鋼筋上的標志是否與出廠質量證明書的型號,批號(爐號)相同,規格及型號是否符合設計要求。
(2)主要施工機具設備有對焊機及配套的對焊平臺,調直機,除銹機或鋼絲刷,鋼筋切斷機,鋼筋彎曲機,電焊機,絕緣鞋,防護深色眼鏡,其數量配備根據加工廠大小確定。技術要求(1)所使用的機械及設備具有合格的出廠證明及使用期限。 (2)在大面積進行鋼筋籠加工及安裝前進行施工工藝試驗,確定工藝參數。
(3)鋼筋籠的直徑,鋼筋間距,垂直度等應符合設計及規范要求。施工準備要求:鋼筋到達現場,其品種,級別和規格符合設計要求,并附有產品合格證,附件清單和有關材質報告單或檢查報告,現場質檢員已按要求進行外觀檢查,并按60t為驗收批進行力學性能抽驗。
級機器人旗艦倉,上百臺機器人單日發貨可超百萬件。據透露,今年?雙十一?前,菜鳥網絡在上海、天津、廣東、浙江、湖北等地將上線多種類型的機器人倉庫,運用自動化流水線、AV機器人、機械臂等設備。(高工機器人)德庫卡集團總部研究中心負責人萊納·比紹夫博士表示。他認為,從整體來看,機器人行業并沒有過熱,放眼全球,機器人行業仍發展迅猛,尤其是工業機器人行業發展良好。而且,工業機器人與消費機器人不同,市場對
方的料,他沒有具體要求,應該控制在20方左右,這樣既能保證施工效率,又能夠很好地延長設備的使用壽命。兩大難題需解決2016年7月底,五新隧裝濕噴機械手開進梅汕鐵路云山和上葉田隧,進行施工。剛開始,施工方兩名作學員欠缺實際作經驗,噴漿幾個班次后,平整度仍達不到要求。從工區到指揮部都開始對濕噴機信心不足。為了改善凝土噴射質,五新濕噴機作師傅每天連續工作十幾個小時,耐心教授學員濕噴技術。終于,
【XGJ3000鋼筋籠滾焊機】吉林白城專業制造
2-32鋼筋彎曲中心
2-32鋼筋彎曲中心
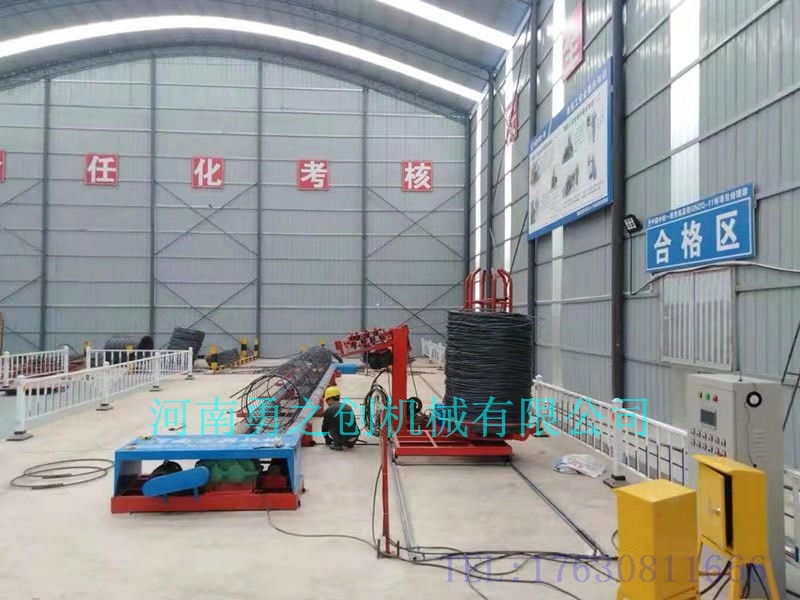
【XGJ3000鋼筋籠滾焊機】吉林白城專業制造

熱軋圓盤條,熱軋帶肋鋼筋的檢驗應符合規定;正式焊接前進行可焊性試驗和焊接參數試驗,取得相應的焊接參數;按材料表或技術交底書進行配料;砌筑隔離圍墻,修建鋼筋加工棚,對場地進行硬化,修整完善排水系統,規劃場地。
施工要求 鋼筋儲存鋼筋的外觀檢查合格后,應按鋼筋品種,等級,牌號,規格及生產廠家分類堆放,不得混雜,且應設立識別標志。鋼筋在儲存過程中應避免銹蝕和污染,宜在庫內或棚內存放,露天堆置時,應架空存放,離地面不宜小于300mm,應加以遮蓋。
鋼筋的除銹加工方法鋼筋均應清除油污和捶打能剝落的浮皮,鐵銹。大量除銹,可通過鋼筋冷拉或鋼筋調直機調直過程中完成;少量的鋼筋除銹,可采用電動除銹機或噴砂方法除銹,鋼筋局部除銹可采取人工用鋼絲刷或砂輪等方法進行。
注意事項及質量要求如除銹后鋼筋表面有嚴重的麻坑,斑點等。已傷蝕截面時,應降級使用或剔出不用,帶有蜂窩狀銹跡鋼筋,不得使用。鋼筋配料配料單編制:鋼筋應平直,無局部彎折,對彎曲的鋼筋應調直后使用。調直可采用冷拉或調直機調直冷拉法多用于較細鋼筋的調直,調直機多用于較粗鋼筋的調直。
兩機頭彎曲中心
【XGJ3000鋼筋籠滾焊機】吉林白城專業制造
理措施:建立健全設備管理制度建立健全設備管理制度,達到管理標準化。要想提高管理水平和質,嚴格的管理制度必不可少,而且制度必須覆蓋住設備從選型、采購、使用、維修、管理和報廢的全過程。要適用、可作強。制度一經實施,就要一絲不茍地執行。以工程機械為例,作手必須每天認真填寫設備運轉記錄、日常維護記錄、日發生費用記錄,通過這三個記錄,就可以充分了解設備在使用過程中的工作小時、維護、小修項目和故障情況
采用冷拉法調直時應勻速慢拉,Ⅰ級鋼筋冷拉率應≦2﹪,牌號鋼筋冷拉率應≦1﹪.用調直機調直鋼筋時,表面傷痕不應使截面面積減少5﹪以上。調直后的鋼筋應平直,無局部彎折,冷拔低碳鋼筋表面不得有明顯擦傷。鋼筋下料。
下料前認真核對鋼筋規格,級別及加工數量,無誤后按配料單下料。 鋼筋彎曲成型前,應根據配料表要求長度分別截斷,通常用鋼筋切斷機進行。在缺乏設備時,可用斷絲鉗,手動液壓切斷。在鋼筋切斷前,先在鋼筋上用粉筆按配料單標注下料長度將切斷位置做明顯標記,切斷時,切斷標記對準刀刃將鋼筋放入切割槽將其切斷。
應將同規格鋼筋根據不同長短搭配,統籌排料;一般先斷長料。后斷短料,一減少短頭和損耗。避免用短尺量長料,防止產生累計誤差,應在工作臺上標出尺寸,刻度,并設置控制斷料尺寸用的擋板。切斷過程中如發現劈裂,縮頭或嚴重的彎頭等,必須切除,切斷后鋼筋斷口不得有馬蹄形或起彎等現象,鋼筋長度偏差不得小于±10mm 4.4.4 鋼筋半成品宜在加工棚內集中加工。

【XGJ3000鋼筋籠滾焊機】吉林白城專業制造
數控鋼筋彎曲中心
一倍收購商感嘆“一紙難求”貴州茅臺大漲6%再創歷史新高市值突破7500億元許家印兩度成首富背后的財富邏輯比特幣突破6000美元整數位心理關口創紀錄新高|xv00|1c22bba3b844c21c943b6024389行業重要資訊:2017年智能制造試點示范項目名單公布。近期,工信部發布了《2017年工業轉型升級(中制造2025)資金(部門預算)項目指南的通知》,根據目前中制造202

鋼筋的彎曲成型加工方法鋼筋的彎曲成型多用彎曲機進行。螺旋形鋼筋成型,小直徑可用手搖滾筒成型;較粗鋼筋。可在鋼筋彎曲機的工作盤上設一個型鋼制成的加工圓盤,盤外直徑相當于需加工螺旋筋的內徑,插孔相當于彎曲機扳柱間距,使用時將鋼筋一頭固定,即可按一般鋼筋彎曲加工方法彎成所需的螺旋形鋼筋。注意事項及質量要求。
鋼筋彎曲時應將個彎曲點位置劃出,劃線尺寸應根據不同彎曲角度和鋼筋直徑扣除鋼筋彎曲調直值。劃線應在工作臺上進行,如無劃線臺而直接以尺度量化線時,應使用長度適當的木尺接量,以防發生差錯。第一根鋼筋彎曲成型后,應與配料表進行復核,復核要求后再成批加工。成型后的鋼筋要求形狀正確,平面上浮無凹曲。彎點處無裂縫。其尺寸允許偏差為:全長±10mm,箍筋邊長±5mm,箍筋邊長±5mm。
鋼筋的連接接頭焊工必須經考試合格后持證上崗。鋼筋焊接前,必須根據施工條件進行試焊向左轉|向右轉向左轉|向右轉評論 分享 收起聶建平754推薦于箍筋間距要符合圖紙設計要求;主筋焊接接頭要符合規范規定及接頭率百分之五十,相互錯開35D,主筋長度控制在規范要求內,加強箍筋不大于2M;其次就是焊接接頭的質量單面焊不小于10D,焊縫的質量要求等,具體你要看一下施工規范等相關要求。追問
【XGJ3000鋼筋籠滾焊機】吉林白城專業制造

【XGJ3000鋼筋籠滾焊機】吉林白城專業制造。





