- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
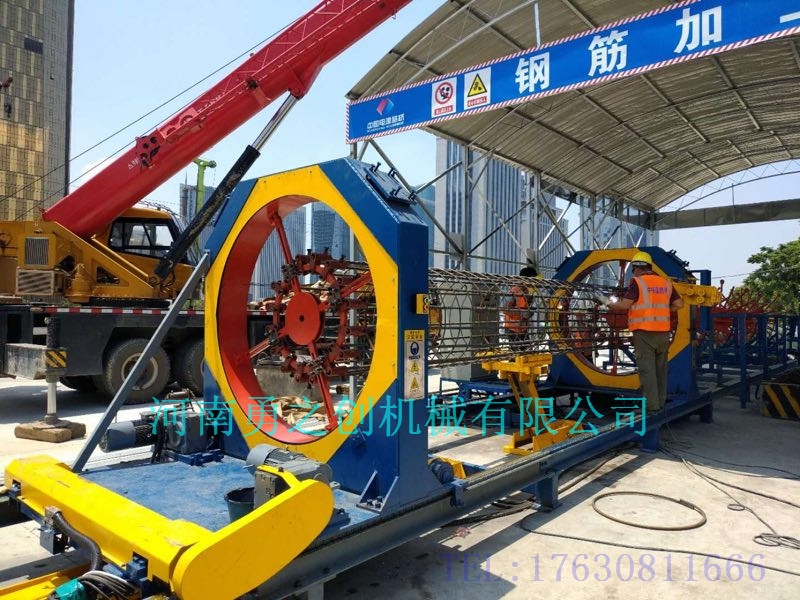
【XGJ3000鋼筋籠滾焊機】江西萍鄉怎么賣哪里有



裝置安裝于減速器高速軸的一端,底座固定在減速器的箱體之上……從而使起重機大大縮短了電機的懸臂長度,適應較大扭矩傳遞,并承受巨大的徑向載荷。其支撐形式科學,受布置合理,賦予了新型起重機高精度、大功率運轉的獨特功能。提升際現代化水平本課題支撐項目為5~200級橋式起重機輕化研發制造,并給定了必須達到的經濟效益和效益。該課題屬于多專業多學科交叉、技術研究與工程應用緊密結合的項目,目前該項目在
,到現在已形成大系列(CH1、CH2、CH3、CH5、CH6及CH380),并實現了不同時速車型的批化生產,從而可以滿足各250-380公里不同速度的需求,在整車制造技術方面已經逐步實現產化。我們認為“十三五”是我高鐵核心技術產化和高鐵標準形成,并實現高鐵裝備技術的輸出與趕超的階段,將為高鐵核心設備供應商提供業績催化劑。我高鐵核心零部件的產化進入加速兌現期:1)打破

材料要求和設備機具配置(1)鋼筋進場時,應附有出廠質量證明書或出廠檢驗報告單,應進行外觀檢查,并將外觀檢查不合格的鋼筋及時剔除。核對每捆或每盤鋼筋上的標志是否與出廠質量證明書的型號,批號(爐號)相同,規格及型號是否符合設計要求。
(2)主要施工機具設備有對焊機及配套的對焊平臺,調直機,除銹機或鋼絲刷,鋼筋切斷機,鋼筋彎曲機,電焊機,絕緣鞋,防護深色眼鏡,其數量配備根據加工廠大小確定。技術要求(1)所使用的機械及設備具有合格的出廠證明及使用期限。 (2)在大面積進行鋼筋籠加工及安裝前進行施工工藝試驗,確定工藝參數。
(3)鋼筋籠的直徑,鋼筋間距,垂直度等應符合設計及規范要求。施工準備要求:鋼筋到達現場,其品種,級別和規格符合設計要求,并附有產品合格證,附件清單和有關材質報告單或檢查報告,現場質檢員已按要求進行外觀檢查,并按60t為驗收批進行力學性能抽驗。
一次采購增速加快是從2005年開始,挖掘機的壽命一般在10年左右,現在是設備更新的時候。因此,從經濟角度來說,全球可能處于新一輪朱格拉周期的起點上疊加內設備更新,機械設備行業的需求料仍將持續增加。廣發證券認為,今年以來,經濟持續保持韌,機械各個子領域需求呈現較強復蘇、業績也大幅改善。傳統領域,行業集中度逐步向優秀的龍頭公司攏,新興領域,在市場需求的牽引下具有競爭的公司新產品逐步得到市場檢
063版:披露第B064版:披露第B065版:披露第B066版:披露第B067版:披露第B068版:披露第B069版:披露第B070版:披露第B071版:披露第B072版:披露第B073版:披露第B074版:披露第B075版:披露第B076版:披露第B077版:披露第B078版:披露第B079版:披露第B080版:披露第B08
【XGJ3000鋼筋籠滾焊機】江西萍鄉怎么賣哪里有
優質鋼筋彎曲中心
2-32鋼筋彎曲中心
【XGJ3000鋼筋籠滾焊機】江西萍鄉怎么賣哪里有

熱軋圓盤條,熱軋帶肋鋼筋的檢驗應符合規定;正式焊接前進行可焊性試驗和焊接參數試驗,取得相應的焊接參數;按材料表或技術交底書進行配料;砌筑隔離圍墻,修建鋼筋加工棚,對場地進行硬化,修整完善排水系統,規劃場地。
施工要求 鋼筋儲存鋼筋的外觀檢查合格后,應按鋼筋品種,等級,牌號,規格及生產廠家分類堆放,不得混雜,且應設立識別標志。鋼筋在儲存過程中應避免銹蝕和污染,宜在庫內或棚內存放,露天堆置時,應架空存放,離地面不宜小于300mm,應加以遮蓋。
鋼筋的除銹加工方法鋼筋均應清除油污和捶打能剝落的浮皮,鐵銹。大量除銹,可通過鋼筋冷拉或鋼筋調直機調直過程中完成;少量的鋼筋除銹,可采用電動除銹機或噴砂方法除銹,鋼筋局部除銹可采取人工用鋼絲刷或砂輪等方法進行。
注意事項及質量要求如除銹后鋼筋表面有嚴重的麻坑,斑點等。已傷蝕截面時,應降級使用或剔出不用,帶有蜂窩狀銹跡鋼筋,不得使用。鋼筋配料配料單編制:鋼筋應平直,無局部彎折,對彎曲的鋼筋應調直后使用。調直可采用冷拉或調直機調直冷拉法多用于較細鋼筋的調直,調直機多用于較粗鋼筋的調直。
數控鋼筋彎曲系統
【XGJ3000鋼筋籠滾焊機】江西萍鄉怎么賣哪里有
情況下,導致的誠信無保障、不對稱、交易不規范、金融不參與、價格不透明等情況致使二行業發展走進了死胡同,市場規范和交易保障機制的確立,迫在眉睫!二手設備市場政策及體系建設市場規范和交易保障機制的確立迫在眉睫,那么我們該怎么做?基于目前二手設備市場中產品的交易亂的問題,家相關部門近年來發布了一系列法規對其進行規范。要求落實“建立二手設備流通規范市場”,《發[2014]26號文,關于《加

采用冷拉法調直時應勻速慢拉,Ⅰ級鋼筋冷拉率應≦2﹪,牌號鋼筋冷拉率應≦1﹪.用調直機調直鋼筋時,表面傷痕不應使截面面積減少5﹪以上。調直后的鋼筋應平直,無局部彎折,冷拔低碳鋼筋表面不得有明顯擦傷。鋼筋下料。
下料前認真核對鋼筋規格,級別及加工數量,無誤后按配料單下料。 鋼筋彎曲成型前,應根據配料表要求長度分別截斷,通常用鋼筋切斷機進行。在缺乏設備時,可用斷絲鉗,手動液壓切斷。在鋼筋切斷前,先在鋼筋上用粉筆按配料單標注下料長度將切斷位置做明顯標記,切斷時,切斷標記對準刀刃將鋼筋放入切割槽將其切斷。
應將同規格鋼筋根據不同長短搭配,統籌排料;一般先斷長料。后斷短料,一減少短頭和損耗。避免用短尺量長料,防止產生累計誤差,應在工作臺上標出尺寸,刻度,并設置控制斷料尺寸用的擋板。切斷過程中如發現劈裂,縮頭或嚴重的彎頭等,必須切除,切斷后鋼筋斷口不得有馬蹄形或起彎等現象,鋼筋長度偏差不得小于±10mm 4.4.4 鋼筋半成品宜在加工棚內集中加工。

【XGJ3000鋼筋籠滾焊機】江西萍鄉怎么賣哪里有
五軸數控彎曲中心
明??□適用√不適用??三、公司實際控制人、股東、關聯方、收購人以及公司等承諾相關方在報告期內超期未履行完畢的承諾事項??公司報告期不存在公司實際控制人、股東、關聯方、收購人以及公司等承諾相關方在報告期內超期未履行完畢的承諾事項。??、對2017年1-6營業績的預計??預測年初至下一報告期期末的累計凈利潤可能為虧損或者與上年同期相比發生大幅度變動的警示及原因說明??□適用√不適用??五、證券

鋼筋的彎曲成型加工方法鋼筋的彎曲成型多用彎曲機進行。螺旋形鋼筋成型,小直徑可用手搖滾筒成型;較粗鋼筋。可在鋼筋彎曲機的工作盤上設一個型鋼制成的加工圓盤,盤外直徑相當于需加工螺旋筋的內徑,插孔相當于彎曲機扳柱間距,使用時將鋼筋一頭固定,即可按一般鋼筋彎曲加工方法彎成所需的螺旋形鋼筋。注意事項及質量要求。
鋼筋彎曲時應將個彎曲點位置劃出,劃線尺寸應根據不同彎曲角度和鋼筋直徑扣除鋼筋彎曲調直值。劃線應在工作臺上進行,如無劃線臺而直接以尺度量化線時,應使用長度適當的木尺接量,以防發生差錯。第一根鋼筋彎曲成型后,應與配料表進行復核,復核要求后再成批加工。成型后的鋼筋要求形狀正確,平面上浮無凹曲。彎點處無裂縫。其尺寸允許偏差為:全長±10mm,箍筋邊長±5mm,箍筋邊長±5mm。
鋼筋的連接接頭焊工必須經考試合格后持證上崗。鋼筋焊接前,必須根據施工條件進行試焊向左轉|向右轉向左轉|向右轉評論 分享 收起聶建平754推薦于箍筋間距要符合圖紙設計要求;主筋焊接接頭要符合規范規定及接頭率百分之五十,相互錯開35D,主筋長度控制在規范要求內,加強箍筋不大于2M;其次就是焊接接頭的質量單面焊不小于10D,焊縫的質量要求等,具體你要看一下施工規范等相關要求。追問
【XGJ3000鋼筋籠滾焊機】江西萍鄉怎么賣哪里有
【XGJ3000鋼筋籠滾焊機】江西萍鄉怎么賣哪里有。





