- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
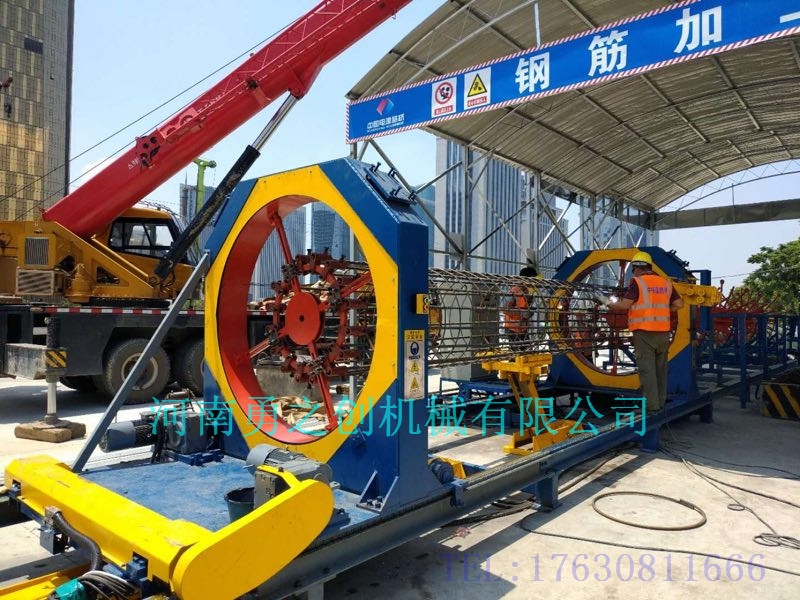
【鋼筋籠盤絲機】湖南邵陽哪里有價格


年開始設定新能源汽車積分比例要求。油耗積分可結轉,但新能源積分不可結轉,當年不達標可通過購買解決,這將產生大的額外成本,倒逼企業將生產、研發重心轉移至新能源汽車。鋰電/動電池及相關設備市場有望保持高速增長。3C設備板塊:隨著蘋果、三星兩大巨頭在端不斷推進OE屏幕及技術,內高端機型也積極跟進,O
O、VIVO、華為、小米等都在旗艦上使用了OE屏,其中小米和中興甚至開始在中端使用OE
征得甲方得書面同意,這些規定在簽訂合同的時候甲乙雙方都是要考慮寫進合同里面的。以免出現這樣的情況引起糾紛。6、合同一式幾份在租賃過程中,所簽署的合同一式二份,由甲.乙雙方各執一份。甲乙雙方簽字蓋章(合同章)之日起生效,如合同未加蓋甲方合同章,則視為無效合同。這一點大家都千萬不要馬虎啊,否則后果有多嚴重,估計大家都很清楚。免責聲明:本文援引自廠商或其他媒體,與鐵甲工程機械網無關。其原創以及文中陳述

材料要求和設備機具配置(1)鋼筋進場時,應附有出廠質量證明書或出廠檢驗報告單,應進行外觀檢查,并將外觀檢查不合格的鋼筋及時剔除。核對每捆或每盤鋼筋上的標志是否與出廠質量證明書的型號,批號(爐號)相同,規格及型號是否符合設計要求。
(2)主要施工機具設備有對焊機及配套的對焊平臺,調直機,除銹機或鋼絲刷,鋼筋切斷機,鋼筋彎曲機,電焊機,絕緣鞋,防護深色眼鏡,其數量配備根據加工廠大小確定。技術要求(1)所使用的機械及設備具有合格的出廠證明及使用期限。 (2)在大面積進行鋼筋籠加工及安裝前進行施工工藝試驗,確定工藝參數。
(3)鋼筋籠的直徑,鋼筋間距,垂直度等應符合設計及規范要求。施工準備要求:鋼筋到達現場,其品種,級別和規格符合設計要求,并附有產品合格證,附件清單和有關材質報告單或檢查報告,現場質檢員已按要求進行外觀檢查,并按60t為驗收批進行力學性能抽驗。
計算;2)“網”:工廠內物聯網及覆蓋產業鏈整體的工業互聯網;3)“端”:數控機床、工業機器人、傳感器、機器視覺等智能生產設備以及AV等智能物流設備,中角度來看,智能生產設備后續的競爭取決于其對硬件與軟件結合的能。智能生產終端的大規模應用是智能制造升級進程的核心環節,因此機械行業中具有智能制造生產、運輸設備布局和智能制造技術積累的上市公司有望率先受益并產生較大的業績彈,重點推薦:長川科技
,必將推動柳工品牌在江蘇、上海及其周邊地區的快速發展打下堅實基礎。自1958年成立以來,為工程機械行業用戶制造了多款產品。從中第一臺輪式裝載機開始,在挖掘機、路面機械、起重機械、叉車、壓路機、攤鋪機、銑刨機、旋挖鉆、礦用卡車、推土機等等相關機械制造領域都能全面發展。日月輪回,斗轉星移,柳工近60年的風雨兼程,以產業報為己任。如今的柳工制造,已經成為中系列最全、檔次最高、走向全球的品牌。據
【鋼筋籠盤絲機】湖南邵陽哪里有價格
數控彎曲中心特點
數控鋼筋彎曲系統
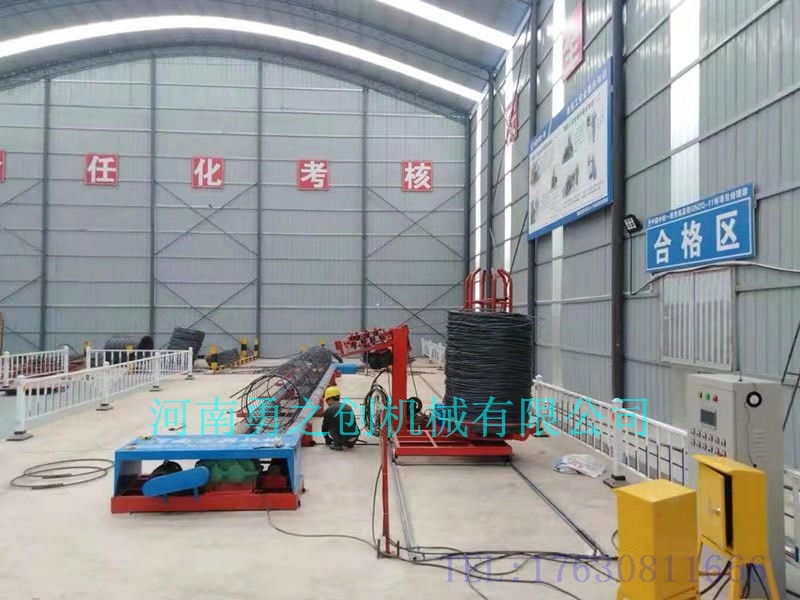
【鋼筋籠盤絲機】湖南邵陽哪里有價格

熱軋圓盤條,熱軋帶肋鋼筋的檢驗應符合規定;正式焊接前進行可焊性試驗和焊接參數試驗,取得相應的焊接參數;按材料表或技術交底書進行配料;砌筑隔離圍墻,修建鋼筋加工棚,對場地進行硬化,修整完善排水系統,規劃場地。
施工要求 鋼筋儲存鋼筋的外觀檢查合格后,應按鋼筋品種,等級,牌號,規格及生產廠家分類堆放,不得混雜,且應設立識別標志。鋼筋在儲存過程中應避免銹蝕和污染,宜在庫內或棚內存放,露天堆置時,應架空存放,離地面不宜小于300mm,應加以遮蓋。
鋼筋的除銹加工方法鋼筋均應清除油污和捶打能剝落的浮皮,鐵銹。大量除銹,可通過鋼筋冷拉或鋼筋調直機調直過程中完成;少量的鋼筋除銹,可采用電動除銹機或噴砂方法除銹,鋼筋局部除銹可采取人工用鋼絲刷或砂輪等方法進行。
注意事項及質量要求如除銹后鋼筋表面有嚴重的麻坑,斑點等。已傷蝕截面時,應降級使用或剔出不用,帶有蜂窩狀銹跡鋼筋,不得使用。鋼筋配料配料單編制:鋼筋應平直,無局部彎折,對彎曲的鋼筋應調直后使用。調直可采用冷拉或調直機調直冷拉法多用于較細鋼筋的調直,調直機多用于較粗鋼筋的調直。
2-32鋼筋彎曲中心
【鋼筋籠盤絲機】湖南邵陽哪里有價格
發布此目的在于傳播更多,與本網站立場無關。東方財富網不保證該(包括但不限于文字、數據及圖表)全部或者部分內容的準確、真實、完整、有效、及時、原創等。相關并未經過本網站證實,不對您構成任何投資建議,據此作,風險自擔。建設工程教育網建筑文苑交通工程文鐵路工程施工機械設備類型和種類2015-04-1014:26建設工程教育網整理【大中小】【打印】【我要糾錯】1、施工機械設

采用冷拉法調直時應勻速慢拉,Ⅰ級鋼筋冷拉率應≦2﹪,牌號鋼筋冷拉率應≦1﹪.用調直機調直鋼筋時,表面傷痕不應使截面面積減少5﹪以上。調直后的鋼筋應平直,無局部彎折,冷拔低碳鋼筋表面不得有明顯擦傷。鋼筋下料。
下料前認真核對鋼筋規格,級別及加工數量,無誤后按配料單下料。 鋼筋彎曲成型前,應根據配料表要求長度分別截斷,通常用鋼筋切斷機進行。在缺乏設備時,可用斷絲鉗,手動液壓切斷。在鋼筋切斷前,先在鋼筋上用粉筆按配料單標注下料長度將切斷位置做明顯標記,切斷時,切斷標記對準刀刃將鋼筋放入切割槽將其切斷。
應將同規格鋼筋根據不同長短搭配,統籌排料;一般先斷長料。后斷短料,一減少短頭和損耗。避免用短尺量長料,防止產生累計誤差,應在工作臺上標出尺寸,刻度,并設置控制斷料尺寸用的擋板。切斷過程中如發現劈裂,縮頭或嚴重的彎頭等,必須切除,切斷后鋼筋斷口不得有馬蹄形或起彎等現象,鋼筋長度偏差不得小于±10mm 4.4.4 鋼筋半成品宜在加工棚內集中加工。
【鋼筋籠盤絲機】湖南邵陽哪里有價格
雙機頭彎曲中心
,為大家講解一下如何預防金屬粉碎機設備出現故障,保證生產的順利進行。金屬粉碎機在是一種對金屬進行加工的機器設備,一旦在我們使用的時候機器出現一些故障,那么在這個時候不僅造成在使用時間上的浪費。而且在這個時候也造成原料的浪費,所以這雙重浪費對我們來說是有很大的影響的。所以在我們使用這種機器之前一定要進行試運行。也就是我們開始使用機器之前,我們要試運行,從而確定機器是否是好的,這樣當我們把機器都固

鋼筋的彎曲成型加工方法鋼筋的彎曲成型多用彎曲機進行。螺旋形鋼筋成型,小直徑可用手搖滾筒成型;較粗鋼筋。可在鋼筋彎曲機的工作盤上設一個型鋼制成的加工圓盤,盤外直徑相當于需加工螺旋筋的內徑,插孔相當于彎曲機扳柱間距,使用時將鋼筋一頭固定,即可按一般鋼筋彎曲加工方法彎成所需的螺旋形鋼筋。注意事項及質量要求。
鋼筋彎曲時應將個彎曲點位置劃出,劃線尺寸應根據不同彎曲角度和鋼筋直徑扣除鋼筋彎曲調直值。劃線應在工作臺上進行,如無劃線臺而直接以尺度量化線時,應使用長度適當的木尺接量,以防發生差錯。第一根鋼筋彎曲成型后,應與配料表進行復核,復核要求后再成批加工。成型后的鋼筋要求形狀正確,平面上浮無凹曲。彎點處無裂縫。其尺寸允許偏差為:全長±10mm,箍筋邊長±5mm,箍筋邊長±5mm。
鋼筋的連接接頭焊工必須經考試合格后持證上崗。鋼筋焊接前,必須根據施工條件進行試焊向左轉|向右轉向左轉|向右轉評論 分享 收起聶建平754推薦于箍筋間距要符合圖紙設計要求;主筋焊接接頭要符合規范規定及接頭率百分之五十,相互錯開35D,主筋長度控制在規范要求內,加強箍筋不大于2M;其次就是焊接接頭的質量單面焊不小于10D,焊縫的質量要求等,具體你要看一下施工規范等相關要求。追問
【鋼筋籠盤絲機】湖南邵陽哪里有價格

【鋼筋籠盤絲機】湖南邵陽哪里有價格。





