- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
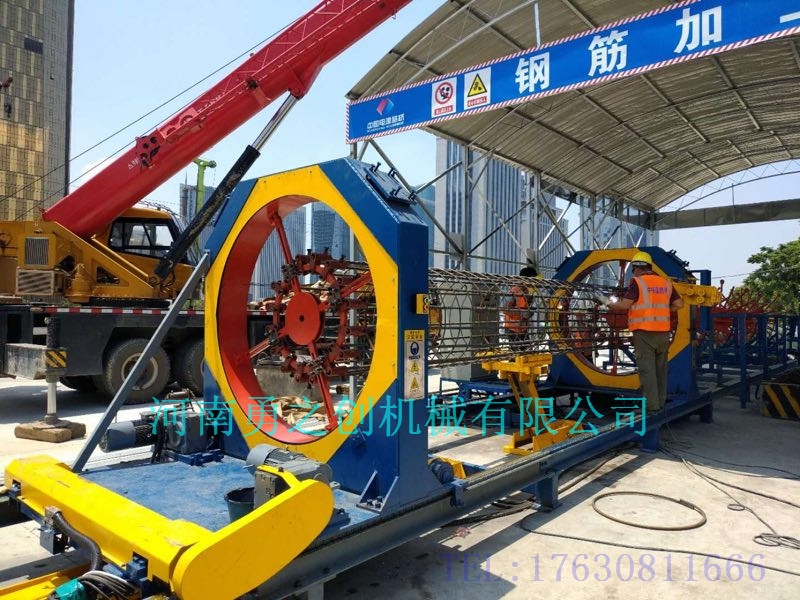
【數控鋼筋籠滾焊機】河南駐馬店價格優惠



場80%的份額。際上許多知名的設備制造企業早已把獲利空間轉移到了后市場領域,其中二手設備占很大的比重。在美,后市場服務業被譽為黃金產業。在歐洲,后市場也是設備制造產業獲利的主要來源。更為重要的是經濟發達家的二手設備業務發展都非常完善,以舊換新、租賃、拍等交易方式極其普遍,發達家政府也非常支持二手設備業務的發展。在日本和歐美二最主要的來源是通過以舊換新進行回收,家都通過以舊換新來促進新車的
自自動化電機器人自動化工程師自動化生產線結構設計工程...易拓威(上海)自動化專案主管恩斯邁電子(深圳)有限公司自動化設備上位機軟件開發工單片機軟件工程單片機/S
/底層軟件單片機軟件工程師(高薪聘請)嵌入式開發工程師/單片機軟單片機單片機開發工程師單片機研發工程師(林科電氣)電子電路單片機技術開發單片機工程單片機軟件工程高級研發工程師川省/成都市視覺工程師廣東省/深圳市技術研發總監廣東省/深
材料要求和設備機具配置(1)鋼筋進場時,應附有出廠質量證明書或出廠檢驗報告單,應進行外觀檢查,并將外觀檢查不合格的鋼筋及時剔除。核對每捆或每盤鋼筋上的標志是否與出廠質量證明書的型號,批號(爐號)相同,規格及型號是否符合設計要求。
(2)主要施工機具設備有對焊機及配套的對焊平臺,調直機,除銹機或鋼絲刷,鋼筋切斷機,鋼筋彎曲機,電焊機,絕緣鞋,防護深色眼鏡,其數量配備根據加工廠大小確定。技術要求(1)所使用的機械及設備具有合格的出廠證明及使用期限。 (2)在大面積進行鋼筋籠加工及安裝前進行施工工藝試驗,確定工藝參數。
(3)鋼筋籠的直徑,鋼筋間距,垂直度等應符合設計及規范要求。施工準備要求:鋼筋到達現場,其品種,級別和規格符合設計要求,并附有產品合格證,附件清單和有關材質報告單或檢查報告,現場質檢員已按要求進行外觀檢查,并按60t為驗收批進行力學性能抽驗。
環比+20.45%,1-9月累計銷臺,累計同比+100%。其中,三一重工銷2404臺,同比+116%,環比+17%,累計同比+125%;徐工銷1185臺,同比+188%,環比+44%,累計同比+178%;柳工銷644臺,同比+139%,環比+16%,累計同比+127%。10月17日,菜鳥網絡在廣東惠陽發布超級機器人旗艦倉,上百臺機器人單日發貨可超百萬件。據透露,今年“雙十一”前,菜鳥網絡在
家養老金等級:中倒數第4挖企業家背后女人無意有錢你離婚嗎|xv00|9093e67ebe5b9ea2e4a97c許一:中印鈔為何超一半中存在通脹風險中如何應對貿易戰爭|xv00|566aeac4804bcec6c478bc1400·如何成功找出“放天”的黑馬股票·大方法尋找出主重倉的大牛股·以短線介入牛股的22條黃金法則·掌握五大秘訣“高拋低吸”變常
【數控鋼筋籠滾焊機】河南駐馬店價格優惠
大型數控彎曲中心
數控彎曲中心特點
【數控鋼筋籠滾焊機】河南駐馬店價格優惠

熱軋圓盤條,熱軋帶肋鋼筋的檢驗應符合規定;正式焊接前進行可焊性試驗和焊接參數試驗,取得相應的焊接參數;按材料表或技術交底書進行配料;砌筑隔離圍墻,修建鋼筋加工棚,對場地進行硬化,修整完善排水系統,規劃場地。
施工要求 鋼筋儲存鋼筋的外觀檢查合格后,應按鋼筋品種,等級,牌號,規格及生產廠家分類堆放,不得混雜,且應設立識別標志。鋼筋在儲存過程中應避免銹蝕和污染,宜在庫內或棚內存放,露天堆置時,應架空存放,離地面不宜小于300mm,應加以遮蓋。
鋼筋的除銹加工方法鋼筋均應清除油污和捶打能剝落的浮皮,鐵銹。大量除銹,可通過鋼筋冷拉或鋼筋調直機調直過程中完成;少量的鋼筋除銹,可采用電動除銹機或噴砂方法除銹,鋼筋局部除銹可采取人工用鋼絲刷或砂輪等方法進行。
注意事項及質量要求如除銹后鋼筋表面有嚴重的麻坑,斑點等。已傷蝕截面時,應降級使用或剔出不用,帶有蜂窩狀銹跡鋼筋,不得使用。鋼筋配料配料單編制:鋼筋應平直,無局部彎折,對彎曲的鋼筋應調直后使用。調直可采用冷拉或調直機調直冷拉法多用于較細鋼筋的調直,調直機多用于較粗鋼筋的調直。
數控鋼筋彎曲中心
【數控鋼筋籠滾焊機】河南駐馬店價格優惠
:45來源:證券市場紅周刊作者:周琳沉寂多時的機械設備行業昨日走強,行業內多只個股漲停,堪稱繼滬指站穩3400點關口后昨日盤面上另一大“看點”。今年以來,機械設備市場的回暖有目共睹。在基建增長拉動,產品更新換代需求及出口增長等因素疊加下,多種類型工程機械銷維持高速增長。人士指出,目前基建投資仍保持較高增速,隨著
項目的加速落地,產業逐步改造升級,機械設備行業仍然具備較大增長空間。在前三季

采用冷拉法調直時應勻速慢拉,Ⅰ級鋼筋冷拉率應≦2﹪,牌號鋼筋冷拉率應≦1﹪.用調直機調直鋼筋時,表面傷痕不應使截面面積減少5﹪以上。調直后的鋼筋應平直,無局部彎折,冷拔低碳鋼筋表面不得有明顯擦傷。鋼筋下料。
下料前認真核對鋼筋規格,級別及加工數量,無誤后按配料單下料。 鋼筋彎曲成型前,應根據配料表要求長度分別截斷,通常用鋼筋切斷機進行。在缺乏設備時,可用斷絲鉗,手動液壓切斷。在鋼筋切斷前,先在鋼筋上用粉筆按配料單標注下料長度將切斷位置做明顯標記,切斷時,切斷標記對準刀刃將鋼筋放入切割槽將其切斷。
應將同規格鋼筋根據不同長短搭配,統籌排料;一般先斷長料。后斷短料,一減少短頭和損耗。避免用短尺量長料,防止產生累計誤差,應在工作臺上標出尺寸,刻度,并設置控制斷料尺寸用的擋板。切斷過程中如發現劈裂,縮頭或嚴重的彎頭等,必須切除,切斷后鋼筋斷口不得有馬蹄形或起彎等現象,鋼筋長度偏差不得小于±10mm 4.4.4 鋼筋半成品宜在加工棚內集中加工。

【數控鋼筋籠滾焊機】河南駐馬店價格優惠
數控彎曲中心特點
互聯網特別策劃五道口沙龍易語中的專題女人親子藝術時尚收藏情感星座美容免費試用/數碼電腦庫家電論壇智能硬件相機視頻房產/家居北京房產上海房產廣州房產全部分站樓盤庫家具衛浴衣柜旅游戶外貴州美食川景點新疆專題西藏教育移民考研留學公務員外語中小學高考校園查看網易地圖市場反彈意猶未盡8只績優小盤股備受關注(一)本報記者趙子強張穎編者按:標普下調美主權信用評級,對全球金融市場造成了一次巨大沖擊,A股也

鋼筋的彎曲成型加工方法鋼筋的彎曲成型多用彎曲機進行。螺旋形鋼筋成型,小直徑可用手搖滾筒成型;較粗鋼筋。可在鋼筋彎曲機的工作盤上設一個型鋼制成的加工圓盤,盤外直徑相當于需加工螺旋筋的內徑,插孔相當于彎曲機扳柱間距,使用時將鋼筋一頭固定,即可按一般鋼筋彎曲加工方法彎成所需的螺旋形鋼筋。注意事項及質量要求。
鋼筋彎曲時應將個彎曲點位置劃出,劃線尺寸應根據不同彎曲角度和鋼筋直徑扣除鋼筋彎曲調直值。劃線應在工作臺上進行,如無劃線臺而直接以尺度量化線時,應使用長度適當的木尺接量,以防發生差錯。第一根鋼筋彎曲成型后,應與配料表進行復核,復核要求后再成批加工。成型后的鋼筋要求形狀正確,平面上浮無凹曲。彎點處無裂縫。其尺寸允許偏差為:全長±10mm,箍筋邊長±5mm,箍筋邊長±5mm。
鋼筋的連接接頭焊工必須經考試合格后持證上崗。鋼筋焊接前,必須根據施工條件進行試焊向左轉|向右轉向左轉|向右轉評論 分享 收起聶建平754推薦于箍筋間距要符合圖紙設計要求;主筋焊接接頭要符合規范規定及接頭率百分之五十,相互錯開35D,主筋長度控制在規范要求內,加強箍筋不大于2M;其次就是焊接接頭的質量單面焊不小于10D,焊縫的質量要求等,具體你要看一下施工規范等相關要求。追問
【數控鋼筋籠滾焊機】河南駐馬店價格優惠

【數控鋼筋籠滾焊機】河南駐馬店價格優惠。





