- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
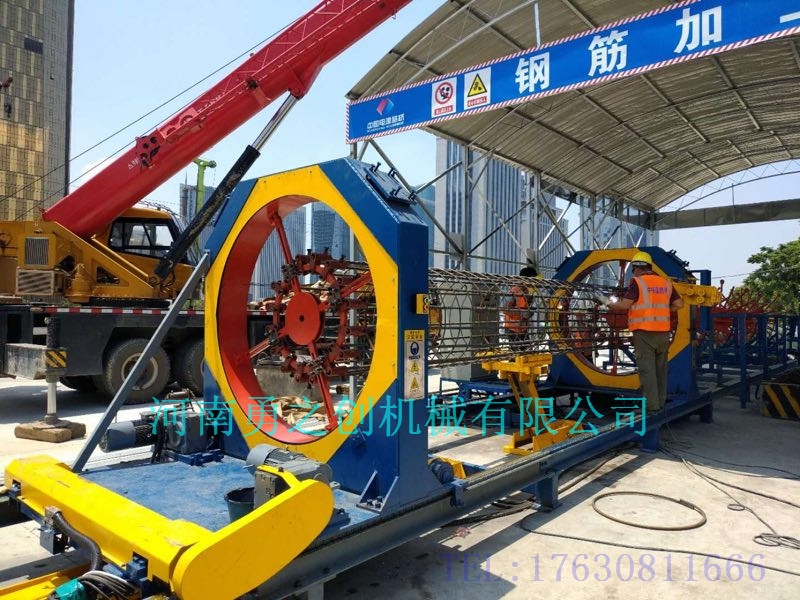
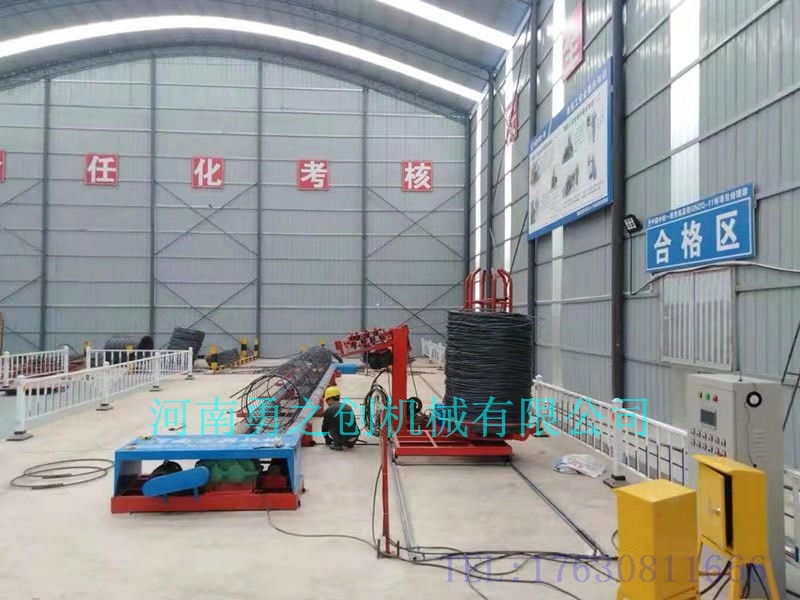
【鋼筋籠繞筋機】山東菏澤價格價格


置的,自動化水平不高,對人工有較強的依賴。為了滿足不同行業的生產需求,機械制造業對這類設備及相關的元件進行了較為深入的研究,各種規格的液壓元件產品為企業提供了多種選擇。隨著經濟改革的推進,各行各業的生產效率不斷提升,這就對液壓機械設備的能提出了更高的要求。一些行業人才將智能化技術引入到這個領域中來,旨在通過這些技術提高設備的能,滿足實際生產需求。節能環保是液壓機械設備的研究要點工業經濟的發
76.06萬元,同比增長42.95%;實現基本每股收益0.14元,同比下降45.16%。廣東明珠():公司發布三季度報告稱,公司前三個季度累計實現收入3.97億元,同比增長149.68%;實現歸屬上市公司股東的凈利潤為2.45億元,同比增長70.09%;實現基本每股收益0.52元,同比增長23.81%。離岸幣/美元一度大跌0.49%接近周低點拉斯維加斯發生案美股盤前紛紛下跌一片歡騰

材料要求和設備機具配置(1)鋼筋進場時,應附有出廠質量證明書或出廠檢驗報告單,應進行外觀檢查,并將外觀檢查不合格的鋼筋及時剔除。核對每捆或每盤鋼筋上的標志是否與出廠質量證明書的型號,批號(爐號)相同,規格及型號是否符合設計要求。
(2)主要施工機具設備有對焊機及配套的對焊平臺,調直機,除銹機或鋼絲刷,鋼筋切斷機,鋼筋彎曲機,電焊機,絕緣鞋,防護深色眼鏡,其數量配備根據加工廠大小確定。技術要求(1)所使用的機械及設備具有合格的出廠證明及使用期限。 (2)在大面積進行鋼筋籠加工及安裝前進行施工工藝試驗,確定工藝參數。
(3)鋼筋籠的直徑,鋼筋間距,垂直度等應符合設計及規范要求。施工準備要求:鋼筋到達現場,其品種,級別和規格符合設計要求,并附有產品合格證,附件清單和有關材質報告單或檢查報告,現場質檢員已按要求進行外觀檢查,并按60t為驗收批進行力學性能抽驗。
是材料企業、電池企業、整車廠、梯次利用企業、回收企業形成完整產業鏈閉環的生態發展圈。2017年8月,廈門鎢業向贛州豪鵬增資約8000萬元,增資后成為第一大股東。至此全面布局“電池回收-原料再造-材料再造-電池包再造-新能源汽車服務”的循環體系。(高工鋰電)公司要聞雪迪龍():公司發布三季度報告稱,公司前三個季度累計實現收入2.72億元,同比增長13.80%;實現歸屬上市公司股東的凈利潤負的6510
歷史包袱清理、盈利能提升和資產質修復的龍頭企業;新興成長領域,板式家具設備、鋰電設備、3C電子設備、半導體設備和環衛設備等都呈現出了較強的需求彈。基于行業需求回暖,優秀企業財務改善,該機構建議積極關注需求韌、結構變遷,重點看好細分領域的優勢企業。針對后市,山西證券指出,就機械設備行業而言,配置時點已經來臨。首先,目前工程機械估值低于歷史均值。此外,根據統計,目前工程機械行業凈利潤增速在
【鋼筋籠繞筋機】山東菏澤價格價格
數控鋼筋彎曲系統
優質鋼筋彎曲中心
【鋼筋籠繞筋機】山東菏澤價格價格

熱軋圓盤條,熱軋帶肋鋼筋的檢驗應符合規定;正式焊接前進行可焊性試驗和焊接參數試驗,取得相應的焊接參數;按材料表或技術交底書進行配料;砌筑隔離圍墻,修建鋼筋加工棚,對場地進行硬化,修整完善排水系統,規劃場地。
施工要求 鋼筋儲存鋼筋的外觀檢查合格后,應按鋼筋品種,等級,牌號,規格及生產廠家分類堆放,不得混雜,且應設立識別標志。鋼筋在儲存過程中應避免銹蝕和污染,宜在庫內或棚內存放,露天堆置時,應架空存放,離地面不宜小于300mm,應加以遮蓋。
鋼筋的除銹加工方法鋼筋均應清除油污和捶打能剝落的浮皮,鐵銹。大量除銹,可通過鋼筋冷拉或鋼筋調直機調直過程中完成;少量的鋼筋除銹,可采用電動除銹機或噴砂方法除銹,鋼筋局部除銹可采取人工用鋼絲刷或砂輪等方法進行。
注意事項及質量要求如除銹后鋼筋表面有嚴重的麻坑,斑點等。已傷蝕截面時,應降級使用或剔出不用,帶有蜂窩狀銹跡鋼筋,不得使用。鋼筋配料配料單編制:鋼筋應平直,無局部彎折,對彎曲的鋼筋應調直后使用。調直可采用冷拉或調直機調直冷拉法多用于較細鋼筋的調直,調直機多用于較粗鋼筋的調直。
數控彎曲中心特點
【鋼筋籠繞筋機】山東菏澤價格價格
的“名片”,鐵路設備海外市場的良好開拓有助于打開行業新的成長空間。特種設備:業績增長相對穩定,服務外延空間廣闊。特種設備屬于機械行業較為細分的領域,公司本身具有小快靈的特點,這類公司向特定的服務方面延伸,特種設備行業本身具有較高的壁壘優勢,提供的服務更加專業,通過服務也能在同行中占據卡位優勢,脫穎而出,增加市場占有率,開辟新的收入增長點。投資建議:經濟下行對機械行業的需求帶來了較大的沖擊,考慮到去

采用冷拉法調直時應勻速慢拉,Ⅰ級鋼筋冷拉率應≦2﹪,牌號鋼筋冷拉率應≦1﹪.用調直機調直鋼筋時,表面傷痕不應使截面面積減少5﹪以上。調直后的鋼筋應平直,無局部彎折,冷拔低碳鋼筋表面不得有明顯擦傷。鋼筋下料。
下料前認真核對鋼筋規格,級別及加工數量,無誤后按配料單下料。 鋼筋彎曲成型前,應根據配料表要求長度分別截斷,通常用鋼筋切斷機進行。在缺乏設備時,可用斷絲鉗,手動液壓切斷。在鋼筋切斷前,先在鋼筋上用粉筆按配料單標注下料長度將切斷位置做明顯標記,切斷時,切斷標記對準刀刃將鋼筋放入切割槽將其切斷。
應將同規格鋼筋根據不同長短搭配,統籌排料;一般先斷長料。后斷短料,一減少短頭和損耗。避免用短尺量長料,防止產生累計誤差,應在工作臺上標出尺寸,刻度,并設置控制斷料尺寸用的擋板。切斷過程中如發現劈裂,縮頭或嚴重的彎頭等,必須切除,切斷后鋼筋斷口不得有馬蹄形或起彎等現象,鋼筋長度偏差不得小于±10mm 4.4.4 鋼筋半成品宜在加工棚內集中加工。

【鋼筋籠繞筋機】山東菏澤價格價格
大型數控彎曲中心
源銷售工程師(廣州市番禺)廣東省/廣州市光模塊結構工程師(無錫)江蘇省/無錫市Oweek商城法Huie數字輸出溫濕度傳感器HU21替代SH21、SH20英a
hasense高分辨率二氧化硫傳感器(SO2傳感器)英SS熒光氧氣傳感器(O2傳感器)日本IAO長壽命電化學氧氣傳感器(O2傳感器)極限電流型微
級氧化鋯氧氣傳感器日本IAO紅外二氧化碳傳感器(N
鋼筋的彎曲成型加工方法鋼筋的彎曲成型多用彎曲機進行。螺旋形鋼筋成型,小直徑可用手搖滾筒成型;較粗鋼筋。可在鋼筋彎曲機的工作盤上設一個型鋼制成的加工圓盤,盤外直徑相當于需加工螺旋筋的內徑,插孔相當于彎曲機扳柱間距,使用時將鋼筋一頭固定,即可按一般鋼筋彎曲加工方法彎成所需的螺旋形鋼筋。注意事項及質量要求。
鋼筋彎曲時應將個彎曲點位置劃出,劃線尺寸應根據不同彎曲角度和鋼筋直徑扣除鋼筋彎曲調直值。劃線應在工作臺上進行,如無劃線臺而直接以尺度量化線時,應使用長度適當的木尺接量,以防發生差錯。第一根鋼筋彎曲成型后,應與配料表進行復核,復核要求后再成批加工。成型后的鋼筋要求形狀正確,平面上浮無凹曲。彎點處無裂縫。其尺寸允許偏差為:全長±10mm,箍筋邊長±5mm,箍筋邊長±5mm。
鋼筋的連接接頭焊工必須經考試合格后持證上崗。鋼筋焊接前,必須根據施工條件進行試焊向左轉|向右轉向左轉|向右轉評論 分享 收起聶建平754推薦于箍筋間距要符合圖紙設計要求;主筋焊接接頭要符合規范規定及接頭率百分之五十,相互錯開35D,主筋長度控制在規范要求內,加強箍筋不大于2M;其次就是焊接接頭的質量單面焊不小于10D,焊縫的質量要求等,具體你要看一下施工規范等相關要求。追問
【鋼筋籠繞筋機】山東菏澤價格價格

【鋼筋籠繞筋機】山東菏澤價格價格。





