- «a(ch©Żn)ŲĘ
- ╣®æ¬(y©®ng)
- ╣½╦Š
- ą┬┬ä
|
|
||||||||||||||||||||||||||||
AKSĶT╝■▓╗ęÄ(gu©®)ät▌å└¬▀ģĖĪäė(d©░ng)╚ź├½┤╠Ą╣ĮŪĄČ▒· FDT SXO
▌å└¬▀ģĖĪäė(d©░ng)╚ź├½┤╠Ą╣ĮŪ ╝ė╣żųąą─╚ź├½┤╠Ą╣ĮŪĄČ▒· ĶT╝■ĖĪäė(d©░ng)Ą╣ĮŪĄČ▒· ▓╗ęÄ(gu©®)ät▀ģ╚ź╚ź├½┤╠ ūįäė(d©░ng)ča(b©│)āö?sh©┤)╣ĮŪĄČ▒?
FDT SXO╩Ūę╗┐Ņė├ė┌öĄ(sh©┤)┐ž╝ė╣żųąą─Ą╚ÖC(j©®)┤▓Ą─ĖĪäė(d©░ng)╚ź├½┤╠Ą─ĄČŠ▀Ż¼═©▀^ĖĪäė(d©░ng)ÖC(j©®)śŗ(g©░u)ūįäė(d©░ng)ča(b©│)āö╣ż╝■│▀┤ńŲ½▓ŅŻ¼Ūą│²ĶT╝■▌å└¬ŃŖ▀ģĄ╚╣żą“«a(ch©Żn)╔·Ą─├½┤╠▓óĄ╣ĮŪĪŻįōĄČ▒·═©Įėčbą²▐D(zhu©Żn)õSŻ¼┐╔ęį╠ß╣®5-10mmĄ─ĖĪäė(d©░ng)ča(b©│)āö┴┐ĪŻĄČŠ▀ė╔ÖC(j©®)┤▓Īó╝ė╣żųąą─Ą╚ų„▌Sų▒Įė“ī(q©▒)äė(d©░ng)Ż¼ī”(du©¼)╣ż╝■Ą─ŪąŽ„ē║┴”┐╔ęį═©▀^ā╚(n©©i)ų├ÖC(j©®)ąĄ▀M(j©¼n)ąąš{(di©żo)š¹ĪŻ
╝ė╣żģóöĄ(sh©┤)
“ī(q©▒)äė(d©░ng)ĘĮ╩ĮŻ║ė╔ÖC(j©®)┤▓ų„▌S“ī(q©▒)äė(d©░ng)
ĄČ▒·▐D(zhu©Żn)╦┘Ż║3000-8000▐D(zhu©Żn)/ĘųńŖ
▀M(j©¼n)Įo┴┐Ż║2000-4000mm/ĘųńŖ
ĖĪäė(d©░ng)ča(b©│)āö┴┐Ż║5-10mmŻ©ŪąŽ„╚ąŠ▀ś╦(bi©Īo)£╩(zh©│n)ķL(zh©Żng)Č╚Ģr(sh©¬)×ķ5mmŻ¼╝ėķL(zh©Żng)Ģr(sh©¬)┐╔ęį▀_(d©ó)ĄĮ10mmŻ®
ĄČ▒·ūŅ┤¾Ų½ļxĮŪČ╚Ż║5Č╚
╩╣ė├ER11ś╦(bi©Īo)£╩(zh©│n)═▓ŖAŻ¼┐╔ęį?sh©®)A│ų0.5-7mmų▒ÅĮĄ─╚ź├½┤╠Ą╣ĮŪĄČŠ▀ĪŻ
FDT SXOĖĪäė(d©░ng)ča(b©│)āö?sh©┤)Č▒·▒·▓┐ų▒ÅĮ×?span>20mm
é╚(c©©)╣╠╩ĮŻ¼┐╔×ķ░┤┐═æ¶ąĶŪ¾╔·«a(ch©Żn)HSKĪóSK╗“Ųõ╦¹ą╬╩ĮĄ─ĄČ▒·Ż¼╦∙ėą▓─┴ŽĄ─╣ż╝■Č╝┐╔ęįė├üĒ╚ź├½┤╠Ą╣ĮŪĪŻ

ā×(y©Łu)³c(di©Żn)
├Ōė┌ŠSūo(h©┤)
┐╔Ė▀╦┘▀\(y©┤n)ąąŻ¼┤¾┤¾╠ßĖ▀╔·«a(ch©Żn)ą¦┬╩Ż©3000-10000▐D(zhu©Żn)/ĘųńŖŻ¼2-5├ū/ĘųńŖŻ®
╩▄ęµė┌ĘĆ(w©¦n)Č©Ą─ĖĪäė(d©░ng)ča(b©│)āöÖC(j©®)śŗ(g©░u)Ż¼š¹éĆ(g©©)▌å└¬├µČ╝┐╔½@Ą├Š∙ä“ĘĆ(w©¦n)Č©Ą─╚ź├½┤╠Ą╣ĮŪ┤¾ąĪ
Šo£ÉĄ─įO(sh©©)ėŗ(j©¼)Ż¼▀mė├ė┌┤¾▓┐Ęų│▀┤ńĄ─ÖC(j©®)┤▓
Ė∙ō■(j©┤)┐═æ¶Ą─╣ż╝■ė▓Č╚▓╗═¼Ż¼┐╔ęį╠ß╣®╚§ĪóųąĪóÅŖ(qi©óng)╚²ĘNÅŚąįĄ─ÅŚ╗╔╣®▀xō±
AKSĖĪäė(d©░ng)╚ź├½┤╠Ą╣ĮŪĄČŠ▀į┌ÖC(j©®)┤▓╔ŽĄ─╩╣ė├
╬ęéā═Ų╦]ęį5000▐D(zhu©Żn)/ĘųńŖĄ─▐D(zhu©Żn)╦┘üĒ╝ė╣żŻ¼ūŅĖ▀┐╔▀_(d©ó)ĄĮ10000▐D(zhu©Żn)
▀M(j©¼n)Įo┴┐═Ų╦]F=3000mm/ĘųńŖŻ¼šł(q©½ng)▒M┴┐į┌ę╗éĆ(g©©)═Ļš¹Ą─╚ź├½┤╠Ą╣ĮŪ▀^│╠ųą▒Ż│ų▀M(j©¼n)Įo┴┐ę╗ų┬Ż¼ęįĘ└│÷¼F(xi©żn)Ą╣ĮŪ│▀┤ń▓╗ę╗ų┬Ą─ŪķørĪŻŠÄīæ│╠ą“Ą─Ģr(sh©¬)║“Ż¼▒M┐╔─▄ūīĄČŠ▀ĮėĮ³╣šĮŪŻ¼▀@śė▓┼─▄ėąą¦╚ź│²╣šĮŪ╠ÄĄ─├½┤╠ĪŻ
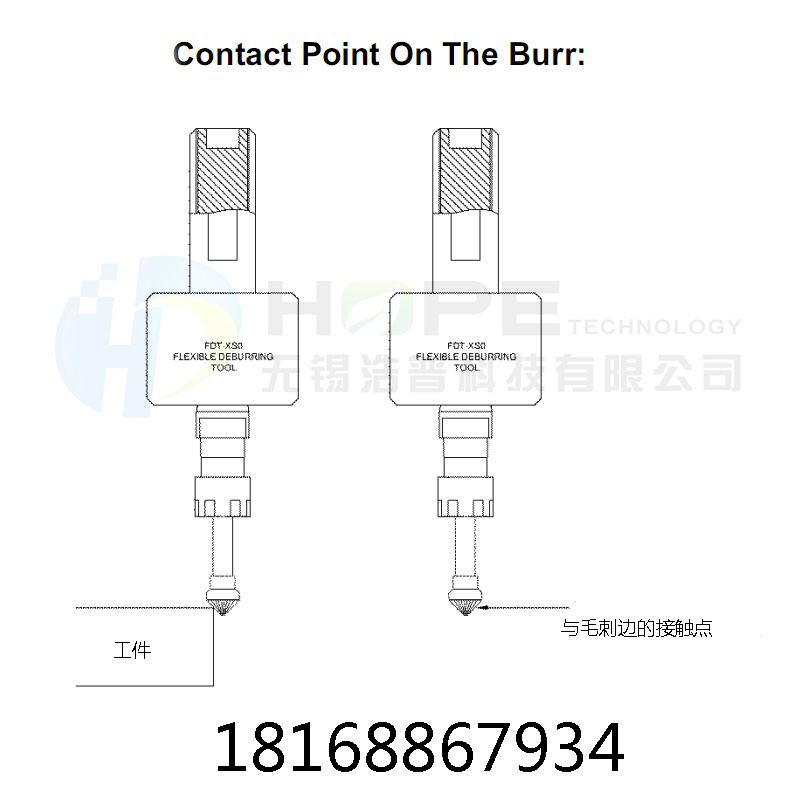
▌å└¬▀ģĖĪäė(d©░ng)╚ź├½┤╠Ą╣ĮŪŻ¼╝ė╣żųąą─╚ź├½┤╠Ą╣ĮŪĄČ▒·Ż¼ĶT╝■ĖĪäė(d©░ng)Ą╣ĮŪĄČ▒·Ż¼▓╗ęÄ(gu©®)ät▀ģ╚ź╚ź├½┤╠Ż¼ūįäė(d©░ng)ča(b©│)āö?sh©┤)╣ĮŪĄČ▒?

ÅĮŽ“ŪąŽ„ē║┴”
į┌│§┤╬╩╣ė├AKSĖĪäė(d©░ng)╚ź├½┤╠Ą╣ĮŪĄČĢr(sh©¬)Ż¼╬ęéā═Ų╦]░čÅĮŽ“ŪąŽ„ē║┴”įO(sh©©)ų├×ķ1-3mmū¾ėęŻ¼╚ń╣¹«a(ch©Żn)╔·╠°äė(d©░ng)ŪķørŻ¼ätąĶę¬└^└m(x©┤)╝ė┤¾ĪŻ═©│ŻŪķørŽ┬Ż¼ÅĮŽ“ŪąŽ„ē║┴”įĮ┤¾Ż¼Ą╣ĮŪįĮ┤¾ĪŻ═¼Ģr(sh©¬)Ė∙ō■(j©┤)╣ż╝■▓─┴ŽĄ─ė▓Č╚Ż¼š{(di©żo)╣Ø(ji©”)▒·▓┐╬▓Č╦Ą─┬▌ĮzüĒš{(di©żo)š¹ē║┴”ÅŚ╗╔üĒš{(di©żo)š¹ŪąŽ„ē║┴”Ą─┤¾ąĪŻ¼š¹éĆ(g©©)š{(di©żo)╣Ø(ji©”)┬▌╝yĄ─ķL(zh©Żng)Č╚╩Ū10mmŻ¼ŅA(y©┤)įO(sh©©)┬▌╝yį┌5mm╠ÄĪŻ
ĄČŠ▀Ą─ą²▐D(zhu©Żn)╝░ŪąŽ„ĘĮŽ“
╩╣ė├AKSĖĪäė(d©░ng)╚ź├½┤╠Ą╣ĮŪĢr(sh©¬)Ż¼ĄČ▒·ĄČŠ▀ąĶę¬ĒśĢr(sh©¬)ßśą²▐D(zhu©Żn)Ż¼▓óčžų°╣ż╝■├½┤╠▀ģū„ĒśĢr(sh©¬)ßśą²▐D(zhu©Żn)
AKSĖĪäė(d©░ng)╚ź├½┤╠Ą╣ĮŪĄČĄČŠ▀į┌ŪąŽ„▀^│╠ųąĄ─▀\(y©┤n)ąą▄ē█E
╚ź├½┤╠Ą╣ĮŪ═©│Ż╩╣ė├Ą─ĄČŠ▀╩ŪÕFČ╚Ą╣ĮŪĄČŻ¼į┌Śl╝■į╩įSĄ─ŪķørŽ┬Ż¼╬ęéā═Ų╦]┐═æ¶╩╣ė├ÕFĮŪĄ─┤¾ų▒ÅĮ▓┐ĘųĄ─Ž„ĄČ╚ąüĒ╝ė╣żŻ¼▓╗āHėąĖ³┤¾Ą─╚▌ą╝┐šķgŻ¼Ę└ų╣╦ķą╝░³ūĪŪąŽ„╚ąŻ¼▌^┤¾Ą─ŠĆ╦┘Č╚ę▓─▄╠ßĖ▀╔·«a(ch©Żn)ą¦┬╩ĪŻ
Ą╣ĮŪ╚ź├½┤╠╝ė╣ż╝ė╣ż▀^│╠ųąŻ¼Š═┤_▒ŻĄČ╚ąį┌ÅĮŽ“Ų½ęŲ╣ż╝■▌å└¬Ą─╗∙£╩(zh©│n)│▀┤ń1-3mm

AKSĖĪäė(d©░ng)╚ź├½┤╠Ą╣ĮŪĄČ▒·į┌╩╣ė├▀^│╠ųą╚ń║╬ŪąŽ„╣šĮŪ
▒╗╝ė╣ż▌å└¬Ą─ā╚(n©©i)ų▒ĮŪ╣šĮŪ╠Äę╗░Ńļyęį╝ė╣żŻ¼ę“?y©żn)ķŪąŽ„╚ą═©│Ż▓╗į╩įS═¼Ģr(sh©¬)ŪąŽ„┤╣ų▒Ą─ā╔éĆ(g©©)├µŻ¼▀@śėĢ■(hu©¼)ī¦(d©Żo)ų┬ĄČŠ▀╩▄┴”▓╗ŲĮ║ŌČ°«a(ch©Żn)╔·šäė(d©░ng)Ż¼╦∙ęįį┌▀@ĘN╝ė╣żŚl╝■Ž┬Ż¼╬ęéāĮ©ūhūīĄ╣ĮŪĄČĄ─ąąū▀┬ĘÅĮį┌ŽÓ┤╣ų▒ā╔éĆ(g©©)├µĄ─ŖAĮŪ╠Ä▀m«ö(d©Īng)╔Ž╠߯¼ūīŪąŽ„╚ąĄ─ĄČ╝Ō▓┐ĘųŪąŽ„├½┤╠Ą╣ĮŪŻ¼Ūę┤╦Ģr(sh©¬)æ¬(y©®ng)ĮĄĄ═▐D(zhu©Żn)╦┘Ż¼▓óęįłA╗Ī┬ĘÅĮüĒ═Ļ│╔▀@ĘNÅ═(f©┤)ļsŚl╝■Ž┬Ą─╝ė╣żĪŻĖĪäė(d©░ng)ĄČ▒·į┌╚ź│²═Ōų▒ĮŪ├½┤╠Ģr(sh©¬)Ż¼▓╗─▄ų▒Įėčž╣ż╝■▌å└¬üĒ╣šų▒ĮŪū▀ĄČŻ¼æ¬(y©®ng)╚ńłD╦∙╩Šį÷╝ėę╗éĆ(g©©)╠ōöMĄ─┬ĘÅĮŻ¼ęį│õĘų═Ļ│╔╔Žę╗éĆ(g©©)├µ╗“▀ģĄ─╚ź├½┤╠Ą╣ĮŪŻ¼▓óųžą┬ķ_╩╝ą┬Ą─├µ╗“▀ģĄ─╚ź├½┤╠Ą╣ĮŪĪŻ
AKSĖĪäė(d©░ng)╚ź├½┤╠Ą╣ĮŪĄČŠ▀į┌╩╣ė├▀^│╠ųą│ŻęŖå¢Ņ}╝░ĮŌøQŻ║
1Īó ╚ź├½┤╠Ą╣ĮŪ│▀┤ńŲ½┤¾Ī¬Ī¬į÷╝ė▀M(j©¼n)Įo┴┐╗“£p╔┘é╚(c©©)Ž“ē║┴”
2Īó Ą╣ĮŪ│▀┤ń▓╗ę╗ų┬Ī¬Ī¬aĪóė╔ė┌ĘĮŽ“Ą─ūā╗»Ż¼▀M(j©¼n)Įo╦┘Č╚▓ó▓╗╩Ū║ŃČ©Ą─Ż¼ąĶę¬ĮĄĄ═▀M(j©¼n)Įo┴┐ĪŻbĪó▀M(j©¼n)Įo┴┐▀^Ą═Ż¼į÷╝ė▀M(j©¼n)Įo┴┐ĪŻcĪóŅA(y©┤)įO(sh©©)Ą─ĖĪäė(d©░ng)ĄČ▒·Ą─╬╗ų├▓╗š²┤_Ż¼ųžą┬įO(sh©©)Č©┼c▌å└¬▀ģĄ─╬╗ų├ĪŻ
3Īó ╚ź├½┤╠Ą╣ĮŪ▓╗ŲĮ╗¼Ī¬Ī¬į÷╝ėų„▌S▐D(zhu©Żn)╦┘Ż¼Ė³ōQą┬Ą─Ą╣ĮŪĄČŅ^
 ĪĪĪĪ
ĪĪĪĪåT«a(ch©Żn)ŲĘ")


╚ļŲ¾śI(y©©)ŠW(w©Żng)šŠ")