- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
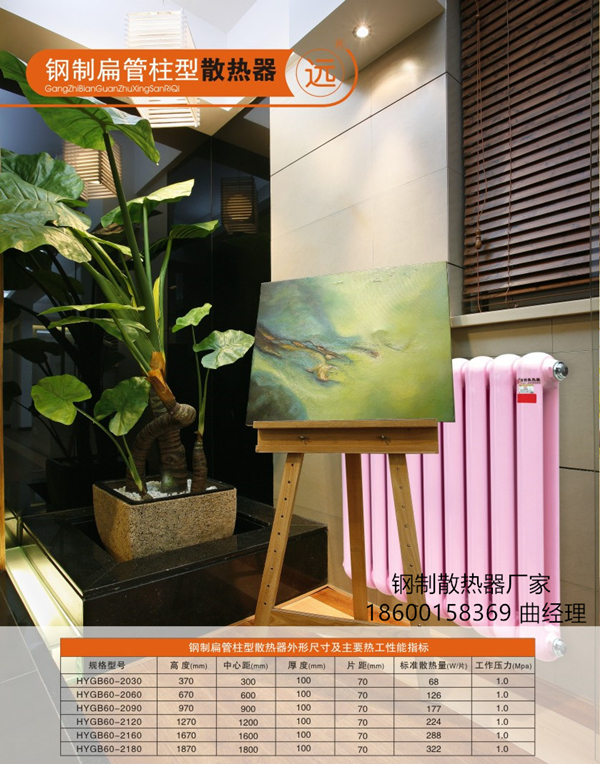
鋼制扁管散熱器[懷遠]鋼制兩柱散熱器廠家定制價格
太原市懷遠散熱器有限公司生產的產品主要有:GZBG60-2030鋼制扁管散熱器_GZBG60-2060鋼制兩柱散熱器_GZBG60-2090鋼制兩柱散熱器廠家_GZBG60-2120鋼制兩柱散熱器價格?GZBG60-2160鋼制兩柱散熱器定制_GZBG60-2180鋼制兩柱散熱器批發
鋼制兩柱散熱器外形尺寸及主要熱工性能指標
|
規格型號 |
高度(mm) |
中心距(mm) |
寬度(mm) |
片距(mm) |
標準散熱量(W/片) |
工作壓力(Mpa) |
|
GBGZ60-2030 |
370 |
300 |
100 |
70 |
64 |
1.2 |
|
GBGZ60-2060 |
670 |
600 |
100 |
70 |
111 |
1.2 |
|
GBGZ60-2090 |
970 |
900 |
100 |
70 |
155 |
1.2 |
|
GBGZ60-2120 |
1270 |
1200 |
100 |
70 |
196 |
1.2 |
|
GBGZ60-2160 |
1670 |
1600 |
100 |
70 |
252 |
1.2 |
|
GBGZ60-2180 |
1870 |
1800 |
100 |
70 |
282 |
1.2 |

鋼制兩柱散熱器的生產工藝流程:
A、焊接后對焊點的打磨
打磨強度不夠,會影響散熱器的外觀平整度;而打磨過度會損傷基材,使得散熱器打磨處變薄,影響使用壽命。“遠'字牌散熱器采用以下方法,解決這一問題。
1、增加片頭的厚度和焊接的堆積量。
打磨比較深的部位,不是鋼管而是片頭和焊點。針對此情況,我們使用的片頭要比鋼管厚0.3mm左右;另外,前面提到的,相對比較大功率的焊機和直徑比較粗的焊絲,增加了焊點的內堆積度,一定程度上避免打磨部分成為質量薄弱點的問題。
2、把一次打磨分解成不同方向不同角度的三次打磨。
雖然三次打磨增加了一些工序和工作量,這樣做,既能保障打磨到位,又不至于造成打磨深度過大。以1.5mm壁厚的鋼管散熱器為例,粗制濫造的打磨工藝能使部分基材厚度變為1.0mm.而遠牌散熱器的精細打磨,外加深度焊接,能保障打磨后基材最薄處不低于1.35mm.
B 、酸洗磷化過程
本工序在散熱器制作成成品后根本無法檢測,很多廠家將該到工序省略,而僅僅產品表面進行拋丸(吹沙),把散熱器的外表面處理干凈,以使散熱器表面光潔靚麗,而對散熱器內部不做任何處理,防腐和表面噴塑就好比是墻面粉刷,酸洗磷化好比是在粉刷之前清理墻壁和刮膩子。如果后者做不好,前者的質量和使用壽命根本無法保障。
“遠”字牌散熱器酸洗磷化的工藝如下:
脫脂(25分鐘)→水洗(3分鐘)→酸洗(20分鐘)→—水洗(3分鐘)→表調(3分鐘)→水洗(3分鐘)→中和(10分鐘)→磷化(30分鐘)→水洗(3分鐘)→鈍化(15分鐘)
以上工序時間是在水溫14℃—18℃中進行的。根據水的溫度不同及時調整酸洗磷化時間。

單片打壓:部分廠家不太重視,如果不進行單片打壓,組成后發現單片滲漏再進行修補時,由于焊槍的角度等問題,容易形成虛焊點,影響產品壽命
2、成組壓:壓力為1.8兆帕。
組成后打壓:組成后打壓發現滲透時,部分廠家為了降低成本,就用普通焊條進行表面化的修補,這樣也容易造成“虛焊點”。“遠”字牌散熱器在進行修補的時候,先用鋼釬把漏點砸成個小坑,然后用含銀3%的銅焊條,融化后把小坑完全充填后再磨平,這樣由于銀的流動性非常好,且是深度填充,使得修補處十分牢靠。
3、酸洗磷化之后打壓:壓力為1.6-2.0兆帕。
酸洗磷化后打壓:為防止焊接薄弱點在酸洗磷化后可能產生滲漏。
去應力打壓:柱式散熱器在片與片組裝焊接時會產生金屬應力,而應力自然消失需要數個月的時間。有一種可能性,在應力存在的時候,散熱器不滲漏,而等數月之后,交付使用時才開始滲漏。為了杜絕這種現象,我們在生產過程中用高溫加壓(220℃)的方法人為地快速去應力,去應力之后再一次打壓,確保萬無一失。
4、去應力打壓:壓力為1.6-2.0兆帕。
應力打壓, “遠”字牌散熱器在打壓工序上做了管理制度的創新。從技術含量上講,第二次打壓的技術要求比較高,在絕大多數廠家中,組成后打壓工人的工資都比較高。而在我們公司,最后一次打壓工人的工資高于其他打壓工人,他們的工資分為兩部分,當月發工資時,只是發放一部分,另外一部分等一個采暖期過后再根據成品滲漏比例發放,發現一個漏點扣打壓員工500元,這樣從制度上就大大降低了漏水率。
D、毛坯烘烤
“遠”字牌散熱器第三次打壓后,要將毛坯加熱烘烤一次,一方面是為了人工去應力,以便進行去應力打壓;另一方面也使散熱器內部充分干燥,有利于內防腐的附著。
E、內防腐
“遠”字牌散熱器采用兩次真空灌裝防腐處理,確保萬無一失。工序如下:
1、毛坯烘干
2、用專用設備:利用抽真空,使內腔產生較高負壓,噴灌防腐液。
3、再烘干:180℃左右高溫,烘烤30分鐘。
4、再次灌裝防腐液。
5、再次烘烤。(此次烘烤可和噴塑工藝交叉進行。)
H、表面噴塑
采用靜電噴塑工藝,既使散熱器基材帶上正電,塑粉帶上負電,使粉末依附于散熱器的表面,然后烘干溶化,形成散熱器表層的塑面。
這樣做的作用有兩點:第一:使得散熱器外表美觀。第二:外表面防腐防銹。

以上內容為北京聚眾供熱設備有限公司為您提供的鋼制散熱器相關內容,更多關于鋼制柱型散熱器廠家價格?鋼制云梯柱型散熱器廠家|鋼制雙排柱型散熱器定制|鋼制翅管柱型散熱器價格等信息請持續關注我公司官網:http://www.jzgr999.com 聯系熱線:17710385651





![鋼制彎管散熱器[懷遠]鋼制五柱散熱器廠家價格批發](http://img.jdzj.com/UserDocument/2017y/tyshysrq/Picture/20180409112152270.jpg)
![鋼制彎管散熱器[懷遠]鋼制四柱散熱器廠家定制價格](http://img.jdzj.com/UserDocument/2017y/tyshysrq/Picture/201804091117321079.jpg)
![鋼制彎管散熱器[懷遠]鋼制三柱散熱器廠家價格](http://img.jdzj.com/UserDocument/2017y/tyshysrq/Picture/20180409110826338.jpg)
![鋼制彎管散熱器[懷遠]鋼制兩柱散熱器廠家批發價格](http://img.jdzj.com/UserDocument/2017y/tyshysrq/Picture/20180409110522414.jpg)
![鋼制圓管散熱器[懷遠]鋼制六柱散熱器廠家價格](http://img.jdzj.com/UserDocument/2017y/tyshysrq/Picture/20180409103705876.jpg)
![鋼制圓管散熱器[懷遠]鋼制五柱散熱器廠家定制批發價格](http://img.jdzj.com/UserDocument/2017y/tyshysrq/Picture/20180409103436494.jpg)
![鋼制圓管散熱器[懷遠]鋼制四柱散熱器廠家定制批發價格](http://img.jdzj.com/UserDocument/2017y/tyshysrq/Picture/20180409103144223.jpg)
![鋼制圓管散熱器[懷遠]鋼制三柱散熱器廠家定制批發價格](http://img.jdzj.com/UserDocument/2017y/tyshysrq/Picture/20180409102824116.jpg)
![鋼制圓管散熱器[懷遠]鋼制兩柱散熱器生產廠家定制價格](http://img.jdzj.com/UserDocument/2017y/tyshysrq/Picture/20180409102502542.jpg)