- 產(chǎn)品
- 供應(yīng)
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
瑞士奧林康OE-S2,EM 12K埋弧焊絲
OE-S2,EM 12K
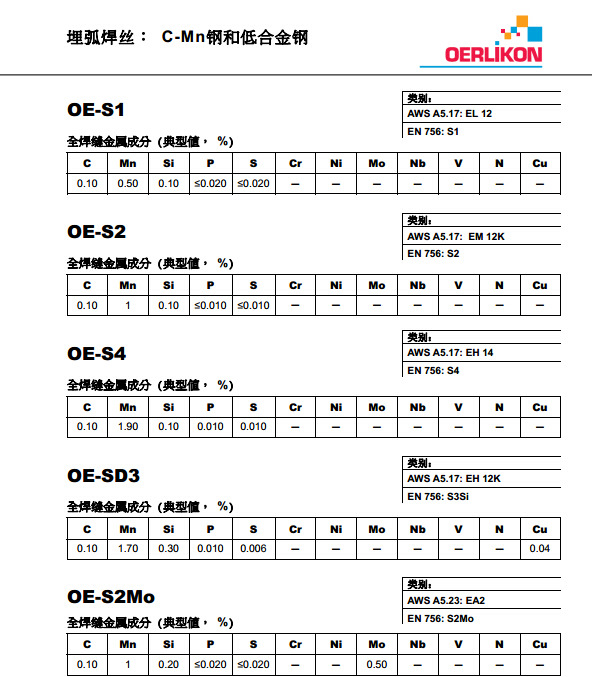
執(zhí)行標(biāo)準(zhǔn):YB/T 5092—96 符合AWS A5.9-93
應(yīng)用:核工業(yè)、造船、機(jī)車、化工壓力容器、集裝箱行業(yè)
用于25Cr-7Ni-4Mo-0.27N鋼
用于13Cr鋼、堆焊
用于13Cr-Ni鋼、堆焊
用于13Cr鋼
用于13Cr-4.5Ni-Mo鋼、堆焊
性能:具有穩(wěn)定的化學(xué)成份;具有可靠的操作性能;具有可靠的焊接性:
FY307主要用于奧氏體錳鋼與碳鋼鍛件或鑄件的異種鋼焊接,具有良好的抗裂性能。規(guī) 格 0.8—8.0mm
狀態(tài):光亮半硬態(tài)、軟態(tài)
種 類
1、MIG/MAG 自動焊絲(塑料軸精排密繞,20kg/軸,15kg/軸,兩種)
2、TIG氬弧焊絲(塑料筒,1m/根、5kg/筒、10kg/筒)
3、埋弧焊絲(精排密繞、普通繞制,25kg/盤,50kg/盤
FY308焊絲 用于18Cr-8Ni鋼焊接,焊縫美觀,抗裂性好,電弧穩(wěn)定。規(guī) 格 0.8—8.0mm
狀態(tài):光亮半硬態(tài)、軟態(tài)
種 類
1、MIG/MAG 自動焊絲(塑料軸精排密繞,20kg/軸,15kg/軸,兩種)
2、TIG氬弧焊絲(塑料筒,1m/根、5kg/筒、10kg/筒)
3、埋弧焊絲(精排密繞、普通繞制,25kg/盤,50kg/盤
FY308L焊絲 用于18Cr-8Ni鋼焊接,比MIG308更耐腐蝕。 規(guī) 格 0.8—8.0mm
狀態(tài):光亮半硬態(tài)、軟態(tài)
種 類
1、MIG/MAG 自動焊絲(塑料軸精排密繞,20kg/軸,15kg/軸,兩種)
2、TIG氬弧焊絲(塑料筒,1m/根、5kg/筒、10kg/筒)
3、埋弧焊絲(精排密繞、普通繞制,25kg/盤,50kg/盤
FY309焊絲 用于22Cr-12Ni鋼焊接,異種材料焊接用,耐熱耐蝕性好,電弧穩(wěn)定,焊縫美觀。 規(guī) 格 0.8—8.0mm
狀態(tài):光亮半硬態(tài)、軟態(tài)
種 類
1、MIG/MAG 自動焊絲(塑料軸精排密繞,20kg/軸,15kg/軸,兩種)
2、TIG氬弧焊絲(塑料筒,1m/根、5kg/筒、10kg/筒)
3、埋弧焊絲(精排密繞、普通繞制,25kg/盤,50kg/盤
FY309L焊絲 用于異材焊接用,耐熱耐蝕性佳,低碳不銹鋼的焊接及耐熱鋼13Cr、18Cr鋼或異種金屬焊接。 規(guī) 格 0.8—8.0mm
狀態(tài):光亮半硬態(tài)、軟態(tài)
種 類
1、MIG/MAG 自動焊絲(塑料軸精排密繞,20kg/軸,15kg/軸,兩種)
2、TIG氬弧焊絲(塑料筒,1m/根、5kg/筒、10kg/筒)
3、埋弧焊絲(精排密繞、普通繞制,25kg/盤,50kg/盤
FY309Si焊絲 用于高Si-低C-22Cr-12Ni鋼用,其它同MIG309L。 規(guī) 格 0.8—8.0mm
狀態(tài):光亮半硬態(tài)、軟態(tài)
種 類
1、MIG/MAG 自動焊絲(塑料軸精排密繞,20kg/軸,15kg/軸,兩種)
2、TIG氬弧焊絲(塑料筒,1m/根、5kg/筒、10kg/筒)
3、埋弧焊絲(精排密繞、普通繞制,25kg/盤,50kg/盤
FY310焊絲 用于25Cr-20Ni鋼用,比MIG309、MIG309L更適合種金屬焊接和自硬性高的合金鋼和高碳鋼的連接,異材焊接用。 規(guī) 格 0.8—8.0mm
狀態(tài):光亮半硬態(tài)、軟態(tài)
種 類
1、MIG/MAG 自動焊絲(塑料軸精排密繞,20kg/軸,15kg/軸,兩種)
2、TIG氬弧焊絲(塑料筒,1m/根、5kg/筒、10kg/筒)
3、埋弧焊絲(精排密繞、普通繞制,25kg/盤,50kg/盤
FY316焊絲 用于18Cr-12Ni-2.5Mo(SUS316)鋼的焊接用,電弧穩(wěn)定,焊道美觀。 規(guī) 格 0.8—8.0mm
狀態(tài):光亮半硬態(tài)、軟態(tài)
種 類
1、MIG/MAG 自動焊絲(塑料軸精排密繞,20kg/軸,15kg/軸,兩種)
2、TIG氬弧焊絲(塑料筒,1m/根、5kg/筒、10kg/筒)
3、埋弧焊絲(精排密繞、普通繞制,25kg/盤,50kg/盤
FY316L焊絲 用于低C-18Cr-12Ni-2.5Mo鋼用,比MIG316更耐腐蝕。 規(guī) 格 0.8—8.0mm
狀態(tài):光亮半硬態(tài)、軟態(tài)
種 類
1、MIG/MAG 自動焊絲(塑料軸精排密繞,20kg/軸,15kg/軸,兩種)
2、TIG氬弧焊絲(塑料筒,1m/根、5kg/筒、10kg/筒)
3、埋弧焊絲(精排密繞、普通繞制,25kg/盤,50kg/盤
FY316LSi焊絲 用于高Si-低C-18Cr-12Ni-2.5Mo鋼用,其它同MIG316L。 規(guī) 格 0.8—8.0mm
狀態(tài):光亮半硬態(tài)、軟態(tài)
種 類
1、MIG/MAG 自動焊絲(塑料軸精排密繞,20kg/軸,15kg/軸,兩種)
2、TIG氬弧焊絲(塑料筒,1m/根、5kg/筒、10kg/筒)
3、埋弧焊絲(精排密繞、普通繞制,25kg/盤,50kg/盤
FY317焊絲 用于18Cr-12Ni-3.5Mo鋼用,Mo含量較高,對硫酸、亞硫酸等非氧化性及有機(jī)酸有優(yōu)良的耐蝕性,其耐孔蝕性及耐熱性甚佳,適用重要化學(xué)容器的焊接 規(guī) 格 0.8—8.0mm
狀態(tài):光亮半硬態(tài)、軟態(tài)
種 類
1、MIG/MAG 自動焊絲(塑料軸精排密繞,20kg/軸,15kg/軸,兩種)
2、TIG氬弧焊絲(塑料筒,1m/根、5kg/筒、10kg/筒)
3、埋弧焊絲(精排密繞、普通繞制,25kg/盤,50kg/盤
FY317L焊絲 用于低C-18Cr-12Ni-3.5Mo鋼用,低碳高鉬,防止粒間腐蝕,焊接后免熱處理,高溫強(qiáng)度大,為抗硫酸、亞硫酸及有機(jī)酸的抗蝕專用焊絲。 規(guī) 格 0.8—8.0mm
狀態(tài):光亮半硬態(tài)、軟態(tài)
種 類
1、MIG/MAG 自動焊絲(塑料軸精排密繞,20kg/軸,15kg/軸,兩種)
2、TIG氬弧焊絲(塑料筒,1m/根、5kg/筒、10kg/筒)
3、埋弧焊絲(精排密繞、普通繞制,25kg/盤,50kg/盤
FY321焊絲 用于20Cr-10Ni-Ti鋼用,由于Ti的加入,大大提高了抗晶間腐蝕的能力。 規(guī) 格 0.8—8.0mm
狀態(tài):光亮半硬態(tài)、軟態(tài)
種 類
1、MIG/MAG 自動焊絲(塑料軸精排密繞,20kg/軸,15kg/軸,兩種)
2、TIG氬弧焊絲(塑料筒,1m/根、5kg/筒、10kg/筒)
3、埋弧焊絲(精排密繞、普通繞制,25kg/盤,50kg/盤
FY347焊絲 用于18Cr-9Ni-Ti鋼用,添加Nb使其熔敷金屬抗粒間腐蝕性增加,高溫強(qiáng)度好,特別適用于耐熱鋼的焊接 規(guī) 格 0.8—8.0mm
狀態(tài):光亮半硬態(tài)、軟態(tài)
種 類
1、MIG/MAG 自動焊絲(塑料軸精排密繞,20kg/軸,15kg/軸,兩種)
2、TIG氬弧焊絲(塑料筒,1m/根、5kg/筒、10kg/筒)
3、埋弧焊絲(精排密繞、普通繞制,25kg/盤,50kg/盤
FY410焊絲 用于13Cr鋼用,熔敷金屬為13Cr,硬化性大,在高溫下有優(yōu)異的耐氧化性,和耐腐蝕性,適用于AISI410或420的焊接。 規(guī) 格 0.8—8.0mm
狀態(tài):光亮半硬態(tài)、軟態(tài)
種 類
1、MIG/MAG 自動焊絲(塑料軸精排密繞,20kg/軸,15kg/軸,兩種)
2、TIG氬弧焊絲(塑料筒,1m/根、5kg/筒、10kg/筒)
3、埋弧焊絲(精排密繞、普通繞制,25kg/盤,50kg/盤
卡斯特林45516W焊絲ER309L不銹鋼焊絲
45516W ER309L 用于焊接同種鋼及不銹鋼和耐熱鋼的熔敷。
45517W ER317L 用于焊接同種鋼及不銹鋼和耐熱鋼的熔敷。
45518W ER028L 用于焊接同種鋼及不銹鋼和耐熱鋼的熔敷。
45552W ER347Si 用于焊接同種鋼及不銹鋼和耐熱鋼的熔敷。
45553W ER318Si 用于焊接同種鋼及不銹鋼和耐熱鋼的熔敷。
45554W 可對不同的異質(zhì)鋼進(jìn)行焊接及熔敷,也可用作中間層。
45612W 具有抗高溫氧化性能,可用于鎳基合金和難于焊接的異質(zhì)鋼。
45651W 用于耐熱鋼和鎳基合金。
45653W ERNiCrMo-7 具有抗高溫氧化性能,可用于鎳基合金和難于焊接的異質(zhì)鋼。
45654W 具有抗高溫氧化性能,可用于鎳基合金和難于焊接的異質(zhì)鋼。
45660W ERNiCu-7 具有抗高溫氧化性能,可用于鎳基合金和難于焊接的異質(zhì)鋼。
法國奧林康FLUXINOX 309L不銹鋼焊絲
FLUXINOX 309L
藥芯焊絲:-銹鋼和耐熱鋼
合金化的金紅石型酸性渣藥芯焊絲,焊接高Cr和Cr-Ni-(Mo)奧氏體不銹鋼與碳鋼的異種鋼接頭,以及堆焊奧氏體不銹層。異種鋼接頭最高運(yùn)行溫度在300℃以下,850℃以下無氧化皮。根據(jù)母材情況計(jì)算預(yù)熱和層間溫度。FLUXINOX 309L具有出眾的、無飛濺的焊接特性。焊道平整光滑,無咬邊。易脫渣。
FLUXINOX 309L-PF
藥芯焊絲:-銹鋼和耐熱鋼
合金化的金紅石型酸性渣藥芯焊絲,焊接高Cr和Cr-Ni-(Mo)奧氏體不銹鋼與碳鋼的異種鋼接頭,以及堆焊奧氏體不銹層。異種鋼接頭最高運(yùn)行溫度在300℃以下,850℃以下無氧化皮。根據(jù)母材情況計(jì)算預(yù)熱和層間溫度。FLUXINOX 309L-PF具有出眾的、無飛濺的焊接特性。焊道平整光滑,無咬邊。易脫渣。歸功于它的快凝渣,它常用于橫焊(PC)、仰焊(PE)和立向上焊(PF)位置。
德國卡斯特林Tig182焊絲
Tig 182 具有極佳的抗腐蝕性能,由于連接銅、銅鋅合金及銅硅合金。
Tig 66 用于中碳鋼和低合金鋼的焊接及修復(fù),具有良好的加工特性。
45252 ER80S-G 用于CrMo合金的鍋爐和管道。
45255 ER70S-6 用于連接低合金鋼。
45273 ER80S-G 用于Mo合金及耐熱鋼。
45500W ER316L-Si 連接同種鋼材及不銹鋼和耐熱鋼的熔敷。
45503W ER308L-Si 連接同種鋼材及不銹鋼和耐熱鋼的熔敷。
45505W 用于焊接二聯(lián)鋼。
45507W ER312 用于焊接同種鋼及不銹鋼和耐熱鋼的熔敷。
45513W ER310 用于焊接同種鋼及不銹鋼和耐熱鋼的熔敷。
45516W ER309L 用于焊接同種鋼及不銹鋼和耐熱鋼的熔敷。
45517W ER317L 用于焊接同種鋼及不銹鋼和耐熱鋼的熔敷。
45518W ER028L 用于焊接同種鋼及不銹鋼和耐熱鋼的熔敷。
45552W ER347Si 用于焊接同種鋼及不銹鋼和耐熱鋼的熔敷。
45553W ER318Si 用于焊接同種鋼及不銹鋼和耐熱鋼的熔敷。
45554W 可對不同的異質(zhì)鋼進(jìn)行焊接及熔敷,也可用作中間層。
45612W 具有抗高溫氧化性能,可用于鎳基合金和難于焊接的異質(zhì)鋼。
45651W 用于耐熱鋼和鎳基合金。
45653W ERNiCrMo-7 具有抗高溫氧化性能,可用于鎳基合金和難于焊接的異質(zhì)鋼。
45654W 具有抗高溫氧化性能,可用于鎳基合金和難于焊接的異質(zhì)鋼。
45660W ERNiCu-7 具有抗高溫氧化性能,可用于鎳基合金和難于焊接的異質(zhì)鋼。
不銹鋼焊條
E309Mo-16
鈦鈣型藥皮的Cr23Ni13Mo2不銹鋼焊條。由于焊縫金屬中含有鉬,故比A302有更好的耐蝕、抗裂機(jī)抗氧化性能。可交直流兩用,有良好的操作工藝性能。
用途:用于焊接耐硫酸介質(zhì)腐蝕的同類型不銹鋼容器,也可做不銹鋼襯里,復(fù)合鋼板、異種鋼的焊接。
熔敷金屬化學(xué)成分(%)C≤0.12 Mn≤0.90 Si0.5~2.5 Cr12~14 Ni2.0~3.0 Mo≤0.03 S≤0.04 P ≤0.75 Cu余量
熔敷金屬力學(xué)性能
試驗(yàn)項(xiàng)目σb (MPa) δ5 (%)保證值≥550≥25
焊條直徑(mm)2.5 3.2 4.0 5.0
焊接電流(A)50~80 80~110 110~160 160~200
注意事項(xiàng):
1. 焊前焊條須經(jīng)150℃左右烘焙1h.
2. 盡可能采用直流電源,因用交流焊接時,熔深較淺。電流不宣過大,以免焊條發(fā)紅。
A042不銹鋼焊條鈦鈣型藥皮的超低碳Cr23Ni13Mo2不銹鋼焊條,可交直流兩用。由于焊縫金屬中加入適量的鉬,故提高了焊縫金屬的抗裂性及耐腐蝕性能。用于相同類型的超低碳不銹鋼材料及異種鋼焊接等。焊前焊條須經(jīng)150℃左右烘焙,盡可能采用直流電源,以免焊條發(fā)紅。
A102 鈦鈣型 交直流金屬化學(xué)成份(%)C≤0.08,Cr18.0~21.0Ni9.0~11.0 用于焊接工作溫度低于300℃的耐腐蝕的OCrl9Ni9、OCrl9Ni11Ti的不銹銅結(jié)構(gòu)。
A107 低氫鈉型 直流金屬化學(xué)成份(%)C≤0.08,Cr18.0~21.0Ni9.0~11.0 用于焊接工作溫度低于300℃的耐腐蝕的0Cr19Ni9型不銹鋼結(jié)構(gòu),也可焊接一些可焊性較差的鋼材(如高鉻鋼等)以及堆焊不銹銅表面層。
A132 鈦鈣型 交直流金屬化學(xué)成份(%)C≤0.08,Cr18.0~21.0Ni9.0~11.0Nb8×C~1.00 用于焊接重要的耐腐蝕,含鈮穩(wěn)定的0Cr19Ni11Ti型不銹鋼。
A137 低氫鈉型 直流金屬化學(xué)成份(%)C≤0.08,Cr18.0~21.0Ni9.0~11.0Nb8×C~1.00 用于焊接重要的耐腐蝕,含鈮穩(wěn)定的0Cr19Ni11Ti型不銹鋼。
A202 鈦鈣型 交直流金屬化學(xué)成份(%)C≤0.08,Cr17.0~20.0Ni11.0~14.0,Mo2.0~3.0 用于焊接在有機(jī)和無機(jī)酸(非氧化性酸)介質(zhì)中工作的0Cr18Ni12Mo2,不銹鋼或作為異種鋼焊接。
A207 低氫型 直流金屬化學(xué)成份(%)C≤0.08,Cr17.0~20.0Ni11.0~14.0,Mo2.0~3.0 用于焊接低碳的0Crl8Nil2M02不銹銅設(shè)備,也可焊接要求焊后不進(jìn)行熱處理的高鉻鋼(如Crl3、Crl7等),以及用于異種鋼的焊接。
A212 鈦鈣型 交直流金屬化學(xué)成份(%)C≤0.08,Cr17.0~20.0Mo2.0~3.0Nb6×C~1.00 用于重要的0Crl8Ni12Mo,超低碳的Crl7Nil4Mo2等不銹鋼的焊接,如尿素合成塔,維尼綸設(shè)備等接觸強(qiáng)腐蝕介質(zhì)的部件。
A302 鈦鈣型 交直流金屬化學(xué)成份(%)C≤0.15,Cr22.0~25.0Nil2.0~14.0 用于焊接相同類型的不銹鋼、不銹銅襯里、異種鋼(Cr19Ni9同低碳鋼)以及高鉻鋼、高錳鋼等。
A307 低氫型 直流金屬化學(xué)成份(%)C≤0.15,Cr22.0~25.0Nil2.0~14.0 用于焊接相同類型的不銹鋼、異種銅以及高鉻鋼、高錳鋼等。
A312 鈦鈣型 交直流金屬化學(xué)成份(%)C≤0.15,Cr22.0~25.0Nil2.0~14.0 Mo2.0~3.0 用于焊接耐硫酸介質(zhì)(硫氨)腐蝕的同類型不銹鋼容器,也可作不銹銅襯里,復(fù)合鋼板、異種鋼的焊接。
A402 鈦鈣型 交直流金屬化學(xué)成份(%)C≤0.08~0.20,Cr25.0~28.0Ni20.0~22.5 用于在高溫條件下工作的同類型耐熱不銹鋼焊接,也可用于硬化性大的鉻銅如Cr5Mo、Cr9Mo、Crl3、Cr28等)以及異種鋼的焊接。
A407 低氫型 直流金屬化學(xué)成份(%)C≤0.08~0.20,Cr25.0~28.0Ni20.0~22.5 用于同類型耐熱不銹鋼,不銹鋼襯里以及異種銅焊接,也可用來焊接硬化,特大的Cr5Mo、Cr9Mo、Crl3、Cr28鋼等結(jié)構(gòu)。
A502 鈦鈣型 交直流金屬化學(xué)成份(%)C≤0.12,Cr14.0~18.0Ni22.0~27.0,Mo5.0~7.0 用于焊接淬火狀態(tài)下的低合金和中合金鋼異種鋼及剛性較大的結(jié)構(gòu)以及相應(yīng)的熱強(qiáng)鋼等,如淬火狀態(tài)下的30鉻錳硅以及不銹鋼、碳鋼、鉻鋼及異種鋼的焊接。
A507 低氫型 直流金屬化學(xué)成份(%)C≤0.12,Cr14.0~18.0Ni22.0~27.0,Mo5.0~7.0 用于焊接呈淬火狀態(tài)下的低合金鋼、中合金銅、異種鋼及鋼性較大的結(jié)構(gòu),以及相應(yīng)的熱強(qiáng)鋼等,如淬火狀態(tài)下的30CrMnSi,不銹鋼和碳鋼的焊接等。
A607 低氫型 直流金屬化學(xué)成份(%)C≤0.20,Crl5.0~17.0Ni33.0—37.0 用于在850—900℃高溫條件下工作的同類型不銹鋼材料的焊接以及制氫轉(zhuǎn)化爐中集合管和膨脹管(如Cr20Ni32和Crl8Ni37材料)的焊接.
★A902不銹鋼焊條
型號GB/T:E320-16 相當(dāng)于AWS:E320-16
說明:鈦鈣型不銹鋼焊條,交直流兩用,具有優(yōu)異的耐蝕性和較強(qiáng)的抗高溫氧化能力,在石油、化工和制氫設(shè)備等制造中廣泛應(yīng)用,還可用 作異種鋼焊接材料。
用途:用于焊接硫酸、硝酸、磷酸和氧化性酸腐介質(zhì)中Crar-Penter20Cb鎳合金的焊接等。
E2209雙相不銹鋼焊條 E2209焊條是鈦鈣型藥皮雙相不銹鋼焊條,具有良好的焊接工藝性能和抗熱裂紋性能。主要用于焊接含有約22%Cr的雙相不銹鋼結(jié)構(gòu),也可用于其它成分不銹鋼的焊接和補(bǔ)焊,主要用于壓力容器和石油化工等行業(yè)。
G207鉻不銹鋼焊條 G207是堿性藥皮的鉻不銹鋼焊條,采用直流反接,可進(jìn)行全位置焊接。 用途: 用于0Cr13及1Cr13不銹鋼結(jié)構(gòu)焊接,也可用于耐蝕堆焊,可全位置焊接。
G217鉻不銹鋼焊條 G217是堿性藥皮的Cr13不銹鋼焊條,采用直流反接,可進(jìn)行全位置焊接。 用途: 用于焊接0Cr13和1Cr13、2Cr13不銹鋼結(jié)構(gòu),如汽輪機(jī)葉片的補(bǔ)焊及對接,也可用于耐蝕、耐磨的表面堆焊。
G307鉻不銹鋼焊條 G307是堿性藥皮的Cr17不銹鋼焊條,采用直流反接,可進(jìn)行全位置焊接。 用途: 用于焊接耐硝酸腐蝕、耐熱的Cr17不銹鋼結(jié)構(gòu)。
★G202不銹鋼焊條
型號GB/T:E410-16 相當(dāng)于AWS:E410-16
說明:鈦鈣型藥皮的Cr13不銹鋼焊條,交直流兩用。
用途:用于0Cr13及1Cr13不銹鋼,也用于耐蝕、耐磨的表面堆焊
★G302不銹鋼焊條
型號GB/T:E430-16 相當(dāng)于AWS:E430-16
說明:鈦鈣型的Cr17不銹鋼焊條,交直流兩用。
用途:用于耐硝酸耐蝕、耐熱的Cr17不銹鋼結(jié)構(gòu)
★A1002雙相不銹鋼焊條 符合 GB E312-16.
相當(dāng) AWS E312-16
說明: A1002是鈦鈣型藥皮的雙相鋼焊條,由于熔敷金屬中含有40%左右的鐵素體,故具有優(yōu)良的抗裂性能。有良好的焊接工藝性能。
用途: 用于高碳鋼、工具鋼、高溫鋼、裝甲鋼、異種鋼等的焊接。
★S2215雙相不銹鋼焊條 符合 GB E2209-15
相當(dāng) AWS E2209-15
說明: JQ.S2215是堿型藥皮的超低碳雙相不銹鋼焊條,熔敷金屬中含有40%-50%的鐵素體,具有優(yōu)異的力學(xué)性能和耐腐蝕性能,特別是具有 可靠的耐氯化物腐蝕性能和高的耐點(diǎn)蝕性能。采用直流反接,可全位置焊接。
用途: 用于焊接超低碳00Cr22Ni5Mo3N、SAF2205等雙相不銹鋼。
★S2216雙相不銹鋼焊條 符合 GB E2209-16
相當(dāng) AWS E2209-16
說明: JQ.S2216是鈦鈣型藥皮的超低碳雙相不銹鋼焊條,熔敷金屬中含有40%-50%的鐵素體,具有優(yōu)異的力學(xué)性能和耐腐蝕性能,特別是具 有可靠的耐氯化物腐蝕性能和高的耐點(diǎn)蝕性能。有良好的焊接工藝性能。可交直流兩用。
用途: 用于焊接超低碳00Cr22Ni5Mo3N、SAF2205等雙相不銹鋼。
英國“曼徹特”不銹鋼焊條
型號
AWS
主要用途
Uitramet 308H
E308H-16
用于焊接非穩(wěn)定化18Cr10Ni奧氏體不銹鋼及穩(wěn)定化321H和347H。
Uitramet 347H
E347H-16
適用于焊接鈦或鈮穩(wěn)定的18/8高碳奧氏體不銹鋼321H和347H。
E31H-16
焊接工作溫度在500-800℃的高溫,長期處于蠕變環(huán)境下的316/316H奧氏體不銹鋼。
Uitramet 310
E310-16
用于焊接含碳量不大于0.25%的310母材,具有峰值溫度達(dá)1200℃時的抗氧化性。
Thermet 310H
E310H-15
堿性全位置手工焊條,用于焊接K40合金。
大西洋CHS122不銹鋼焊條
執(zhí)行標(biāo)準(zhǔn):DGS K 401.81-2004
說明:CHS122是鈦鈣型藥皮不銹鋼焊條,交直流兩用。由于焊縫含有較多的鐵素體組織,故具有優(yōu)良的抗熱裂性能及抗晶間腐蝕民用性能。
用途:用于焊接工作溫度低于300℃,要求抗裂及耐腐蝕性較高的Cr18Ni9型不銹鋼結(jié)構(gòu)件。
熔敷金屬化學(xué)成份: (%)
C Mn Si Cr Ni S P
≤0.08 ≤2.5 ≤1.50 20.0-24.0 7.0-10.0 ≤0.030 ≤0.035
熔敷金屬化學(xué)性能:
抗拉強(qiáng)度бb(Mpa) 伸長率δ5(%)
≥540 ≥25
參考電流:(DC+)
焊條直徑(mm) 2.0 2.5 3.2 4.0 5.0
焊接電流(A) 25-50 50-80 80-110 110-160 160-200
注意事項(xiàng):
1、焊前焊條須經(jīng)250℃左右烘焙1小時。
2、盡可能采用直流反接,因用交流焊接時,穿度較淺。
注意事項(xiàng):
1、焊前焊條須經(jīng)250℃左右烘焙1小時。
2、盡可能采用直流反接,因用交流焊接時,穿度較淺。
大西洋CHS502純奧氏體不銹鋼焊條
CHS502
(A502)
符合: GB E16-25MoN-16
說明:CHS502是鈦鈣型藥皮的純奧氏體不銹鋼焊條。可交直流兩用。
用途:用于焊接淬火狀態(tài)下的低合金和中合金鋼,異種鋼及鋼性較大的結(jié)構(gòu)以及相應(yīng)的熱強(qiáng)鋼等,如淬火狀下的30CrMnSi以及不銹鋼、碳鋼、鉻鋼的異種鋼焊接
熔敷金屬化學(xué)成份: (%)
C Mn Si Cr Ni Mo N Cu S P
≤0.12 0.5-2.5 ≤0.90 14.0-18.0 22.0-27.0 5.0-7.0 ≤0.1 ≤0.5 ≤0.030 ≤0.035
熔敷金屬化學(xué)性能:
抗-shy;強(qiáng)度бb(Mpa) 伸長率δ5(%)
≥610 ≥30
參考電流:(DC+)
焊條直徑(mm) 2.0 2.5 3.2 4.0 5.0
焊接電流(A) 25-50 50-80 80-110 110-160 160-200
注意事項(xiàng):
1、 焊條須-shy;250℃烘焙1小時。
2、 盡可能采用直流反接,因用交流焊接時,穿度較淺。電流不宜過大,以免焊條發(fā)紅
四川大西洋CHS002不銹鋼焊條CHS002
CHS002(G002)
相當(dāng):GB E308L-16
AWS E308L -16
說明:CHS002是鈦鈣型藥皮的超低不銹鋼焊條,其焊縫金屬含碳量≤0.04%,有很好的抗晶間腐蝕性能。該焊條采用國外先進(jìn)科技,焊條藥皮呈紅色,交直流兩用,交流穩(wěn)弧性能極佳。電弧柔和、飛濺很小,焊縫成形美觀,全位置焊接性能優(yōu)良,焊條藥皮強(qiáng)度好。
用途:用于焊接超低碳00Cr19Ni10i不銹鋼結(jié)構(gòu)件。也可用于0Cr18Ni10Ti工作溫度低于300℃耐腐蝕的不銹鋼結(jié)構(gòu)件。主要用于合成纖維、化肥、石油等設(shè)備的制造。
熔敷金屬化學(xué)成份: (%)
C Mn Si Cr Ni Cu Mo S P
≤0.04 0.5-2.5 ≤0.90 18.0-21.0 9.0-11.0 ≤0.75 ≤0.75 ≤0.030 ≤0.040
熔敷金屬化學(xué)性能:
抗拉強(qiáng)度бb(Mpa) 伸長率δ5(%)
≥520 ≥35
參考電流:(DC+或AC)
焊條直徑(mm) 2.0 2.5 3.2 4.0 5.0
焊接電流(A) 300 300 350 400 400
電流范圍(A) 平焊 30-50 60-85 85-120 115-160 160-200
立仰焊 30-50 50-70 75-105 95-130
注意事項(xiàng):
1、 焊前焊條須經(jīng)300-350℃烘焙1小時,隨供隨用。
2、 焊接時盡量采用小電流及短弧,擺動寬度不超過直徑的2.5倍。
3、 焊前對焊件必須清除油、銹、水份等雜質(zhì)。
大西洋CHC208碳鋼芯強(qiáng)石墨化藥皮鑄鐵電焊條
CHC208 (Z208)
符合:GB EZC
說明:CHC208是碳鋼芯強(qiáng)石墨化藥皮的鑄鐵電焊條。焊縫在緩冷時變成灰口鑄鐵。但抗裂縫性能較差。本焊條可以交直流兩用,價(jià)格低廉。
用途:用于修補(bǔ)灰口鑄鐵件的缺陷。 熔敷金屬化學(xué)成份:(%) C Mn Si S P Fe
2.00-4.00 ≤0.75 2.5-6.5 ≤0.10 ≤0.15 余
參考電流:(AC或DC+) 焊條直徑(mm) 3.2 4.0 5.0
焊接電流(A) 90-120 150-180 190-220
注意事項(xiàng):
1.小型薄壁鑄件鋼度不大部位的缺陷,可以不預(yù)熱焊補(bǔ),而一般焊件需預(yù)4000C熱左右,焊后保溫緩冷,則焊補(bǔ)處有可能進(jìn)行切削加工。
2.對于承受應(yīng)力及沖擊等的重要鑄件結(jié)構(gòu),不宜采用本焊條。
3.施焊前應(yīng)將焊條在1500C左右烘焙1小時。


品")

入企業(yè)網(wǎng)站")







