- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
| 產品參數 | |||
|---|---|---|---|
| 品牌 | 華菱超硬 | ||
| 產品特性 | 華菱超硬 | ||
| 是否進口 | 否 | ||
| 產地 | 河南鄭州 | ||
| 結構類型 | 整體型 | ||
| 結構類型 | 通焊型 | ||
| 是否涂層 | 非涂層 | ||
| 適用機床 | 數控車床 | ||
| 適用機床 | 加工中心 | ||
| 適用機床 | CNC | ||
| 加工范圍 | 灰口鑄鐵 | ||
| 規格 | CNMN | ||
| 規格 | WNGA | ||
| 規格 | CNGA | ||
| 規格 | TNGA系列 | ||
| 加工工況 | 連續加工 | ||
| 加工工況 | 斷續加工 | ||
| 加工工序 | 粗車 | ||
| 加工工序 | 精車 | ||
| 加工方式 | 干式切削 | ||
| 加工余量 | 0.5mm | ||
| 加工余量 | 2mm | ||
| 加工余量 | 3.5mm | ||
| 加工余量 | 5mm | ||
| 可售賣地 | 全國 | ||
| 材質 | 立方氮化硼CBN | ||
| 類型 | 車削刀具 | ||
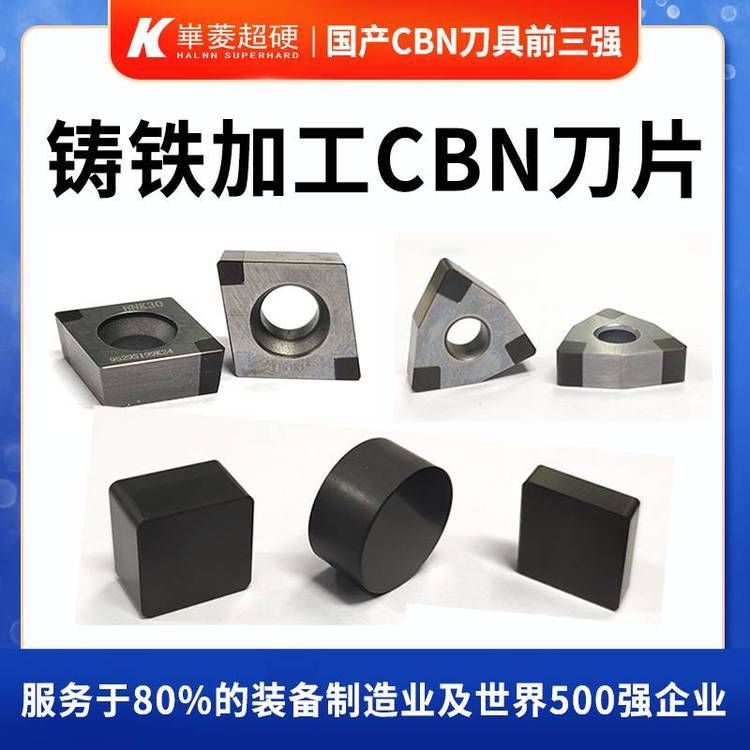
| 型號 | BNK30 | ||
??? 當刀具材料與被加工材料金屬分子親和力大時,被加工材料容易與刀具粘結而生成積屑瘤和鱗刺,因此凡是粘結嚴重的,摩擦嚴重的,表面粗糙度就大,反之就小。同樣加工灰鑄鐵零件,硬質合金刀片很難達到Ra1.6的表面粗糙度,即使達到了,其刀具壽命也大 扣,而BNK30牌號的CBN刀具則由于刀具材料摩擦系數低, 的高溫熱穩定性和 性,可在切削速度高出硬質合金幾倍的條件下,輕松加工出Ra1.6的表面粗糙度,同時刀具壽命是硬質合金刀具的幾十倍,表面亮度提高一個數量級。
??? 針對灰鑄鐵的精車、鏜孔工序, 兩款立方氮化硼刀片材質,可實現高速切削和 加工灰鑄鐵。
??? BNK30材質:BNK30材質屬于鑲嵌式立方氮化硼刀片,其采用進口納米級結合劑和高純度亞微米 納米CBN顆粒混合配比,在高溫高壓下燒結而成,通過真空釬焊工藝與任意硬質合金基體固定,形成各種形狀的數控刀片,可獲得良好穩定的表面加工質量。
??? BN-K50材質:BN-K50材質屬于復合式立方氮化硼刀片,切削刃口只有BNK30材質的一半,但 性優于BNK30材質,表面粗糙度控制在Ra1.6-3.2之間同樣也是灰鑄鐵切槽刀片的優選材質。