- 產品
- 供應
- 公司
- 新聞
|
|
||||||||||||||||||||||||||||
電機引出線焊接,不用去漆皮,立刻減少人工成本 www.cn-ln.net










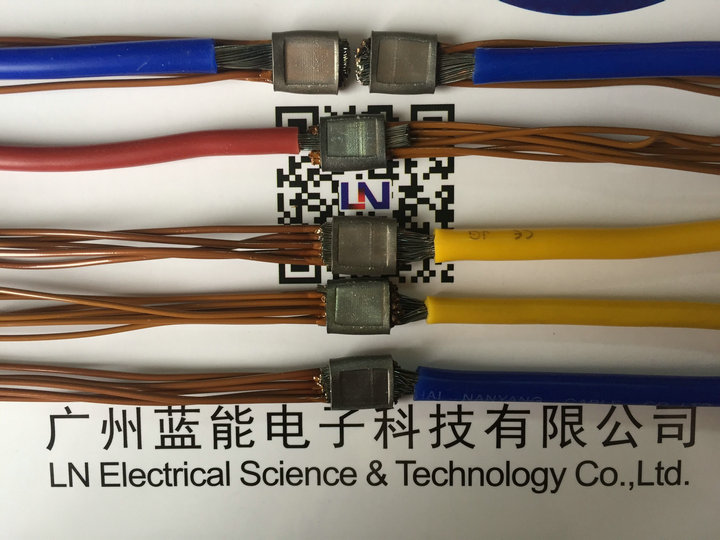

LN-RRJ65電機定子銅鼻子熔接機
主要用于新能源電機引出線、電機定子引出線、漆包線接線端子等的焊接。
漆包線銅端子熱壓焊從原理上講和電阻焊接一樣,是把端子與有絕緣層的引線進行加熱軟化后壓接在一起,使之連通導電的一種端未處理方法。利用這種加工方法,可以省卻剝導線絕緣層這一工藝過程。
電機定子銅鼻子熱壓焊熔接是把電極產生的電阻熱傳到端子上,利用這個熱量以及加壓力進行壓接。是利用電阻熱能保證首先剝離導線的鍍層,然后依靠端子的夾力來確保結合強度的熱壓工藝手段。這里需要強調的是,熱壓焊并不是焊接,而是熱壓接這一概念。
特別要注意導線的斷線、鍍層剝離不足、壓夾不足等不良情況。也就是說要確實施行前面所述的品質管理工作。
LN-RRJ65熱熔焊接機用來焊接漆包線和機電工業通常使用的電纜線,遵循半自動化程序邏輯,并且使用簡單、靈活,生產性能高,從持續和重復性角度講可達到最佳結果。
工作過程和步驟:
作為焊接支持,LN-RRJ65焊接機需要用到連接器或接線頭(線耳)。一旦將連接器或接線頭(線耳)在電極間放好,一個氣動缸系統會使其鎖定,以便能插入電線和電纜。
焊接過程包括兩項同時發生的操作:1、經過電極之間的電流加熱連接器或接線頭(線耳)并導致漆包線線漆皮汽化,2、電極作用于支架上的壓力將其壓緊成為一體,具有極高的電機性能。
Once the wires and cable are introduced into the connector, altogether is positioned between the the toolings and a pneumatic cylinder system blocks it.
Connection process consists of two operations that happen in sequence: at first current passing through the crimping tools to warm the support and then, besides current, pressure is applied to the crimping tools to vaporize the wires’ enamel and compact everything in a single body with high electrical and mechanical features.
1、最初的熱量將電磁線(漆包線)的漆皮氣化;
Initial heat burns off the magnet wire insulation
2、進一步的加熱,漆皮氣化后,為銅線和銅線連接在一起提供條件;
Further heat melts the tin coating. This “rinses” the copper wires and gives us a pure copper wire to fuse together.
3、最后,進一步的加熱和施加壓力,潔凈后的銅線互相熱量傳遞擴散。不僅僅是銅線連接在一起,銅線還和端子也連接在一起。
Further heat then evaporates the tin. This is important to minimize the noncopper impurities in the connection area. Finally, heat and pressure cause a diffusion bond of the ultra clean copper wires. Not only are the wires bonded to each other, but they are also bonded to the connector that they are contained within.
4、在通電斷開后,壓力需要繼續保持,避免銅線連接松開。
Pressure is maintained on the part after the current has been stopped so that the bond will not break apart when the pressure is released.
5、通過此種熔接方法形成的連接,拉力強大和耐用,并且幾乎“零電阻”的連接。
The resulting connection is very strong, durable and has practically zero connection resistance.
優勢:
1、不用事先去漆皮,不用焊錫;
2、接線銅端子熔接工藝,熔接部分具有更低的電阻;
2、焊接強度是遠遠高于其他“焊錫工藝”等;
3、通過此種熔接方式,不可能將電磁線從“接線端子”里拔出來;
4、通過此種焊接方式,成本低,沒有其他的耗材成本;
5、可以精密控制電流的輸出;
6、操作人員只需要進行非常簡單的培訓,操作人員只需要開機啟動選擇參數就可以;
7、生產效率快,一次只需幾秒就可以完成;
8、 可配有直徑不同的電極,而且它們的更換方式很簡單、迅捷。
電機定子銅管電磁線熔接檢測方法
1、測試導通率,要求每一根漆包線都是導通的。
2、測試電阻率;電阻率不能高于企業標準。
3、查看熔接程度。剝開端子,能夠清晰看到每一根漆包線都是明顯的去掉了漆皮。從端子的中間鋸開,能夠明顯看到漆包線之間是幾乎沒有縫隙的。
4、測試拉力。
5、查看端子外觀。端子的任何部分不能有熔融的現象。
技術參數:
|
電壓 Voltage |
380 V (±5%) 50-60Hz |
最大功率 (占空因數) Max. Power (duty factor) |
65KVA (50%) |
|
工作壓力 Working Pressure |
6bar/0,6MP |
工作溫度Temp. Range Working |
+10°C ÷ +40°C |
|
要求的空氣Air Capacity Request |
19L/min |
工作濕度 Humidity Range Working |
0% -85% 無冷凝 |
|
焊接溫度Heating Temperature |
600°C |
耗氣量 Air Consumption |
5 L/min |
|
程序數 Programs Set |
60 |
點焊頭壓力范圍 Arms closing force |
氣路/油路系統 最大500 Kg |
|
循環數/分鐘 |
15 |
焊接時間 welding Time |
依焊接類型而定 |
|
電極直徑 ØToolingRange |
6-35mm (外部) |
循環平均時間 |
4” |
|
焊接范圍Range of Connections |
整個截面直至 150 mm2 |
尺寸 : (長x寬x高) mm Dimensions |
700x880x1520 |
|
最高聲壓級別 |
加權聲功率級 72 DBA |
|
|
設備功能:
LN-RRJ65型焊接機的所有功能都由一個帶液晶顯示觸摸屏板面控制,在此定義了與焊接有關的所有參數。通過它可以管理60個功率值不同、焊接啟用和間歇時間及斜坡時間不同、重復次數不同的程序。不同的焊接程序可以組合為一個循環,以便能將這些程序按一定的順序不斷地重復下去。LN-RRJ65型焊接機可以最多管理60個不同的循環。
控制模式:
LN-RRJ65型焊接機通過電流控制模式,且電流的改變可以通過自動的方式得到補償。





